- Übersicht
- Empfohlene Produkte
Grundparameter
Farbe grau
Verhältnis Hauptmittel: Hartmacher = 25:3
Konstruktion Pinselbelag, Sprühbelag, Rollbelag möglich
Die Zusammengesetzt aus Epoxyharz, Zinkpulver als Hauptrohstoffe,
Verdickungsmittel, Füllstoff, Hilfsstoff, Lösemittel und so weiter.

Merkmale des Erzeugnisses
Herausragende Korrosionsbeständigkeit, starke Haftung
Hoher Zinkpulgehalt im Beschichtungsfilm, mit kathodischer Schutzwirkung (nach dem Prinzip des Kathoden-Schutzes ergänzt)
Der dickere Film wird bei 15-25 µm geschweißt, und das Verbrennungsbereich ist klein, wenn beim Elektroschweißen geschnitten wird, was die Schweißeigenschaften nicht beeinträchtigt
Herausragende Widerstandsfähigkeit gegen Wasser, Öl und Lösungsmittel
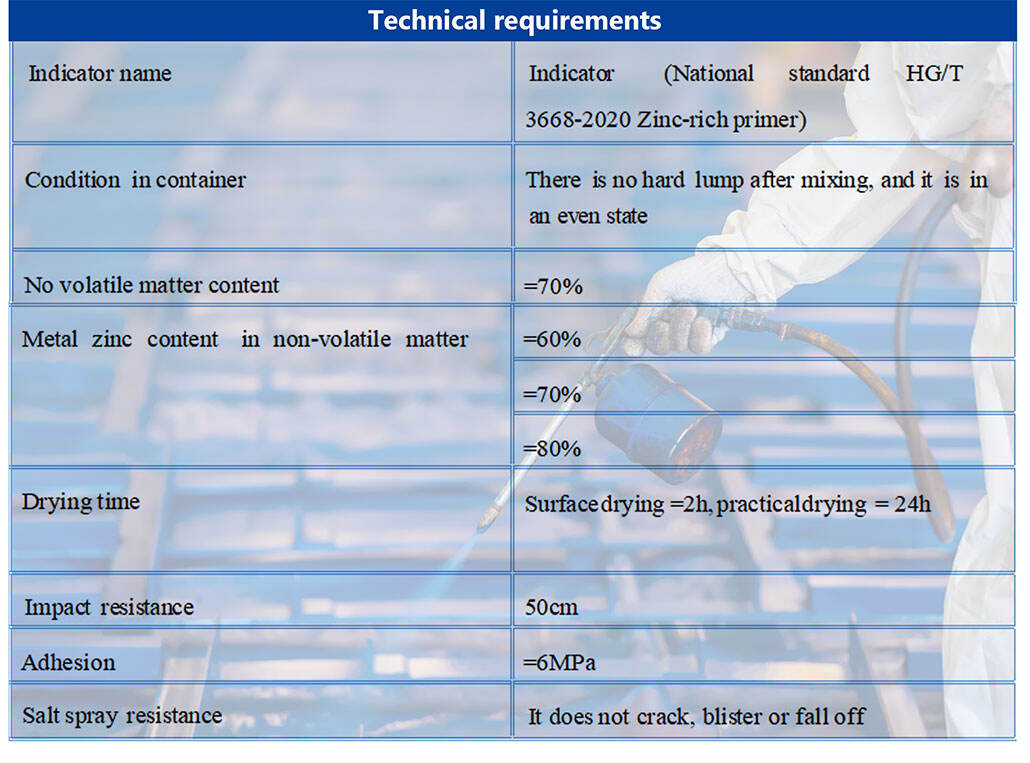
Technische Anforderungen
Verwendung des Produkts
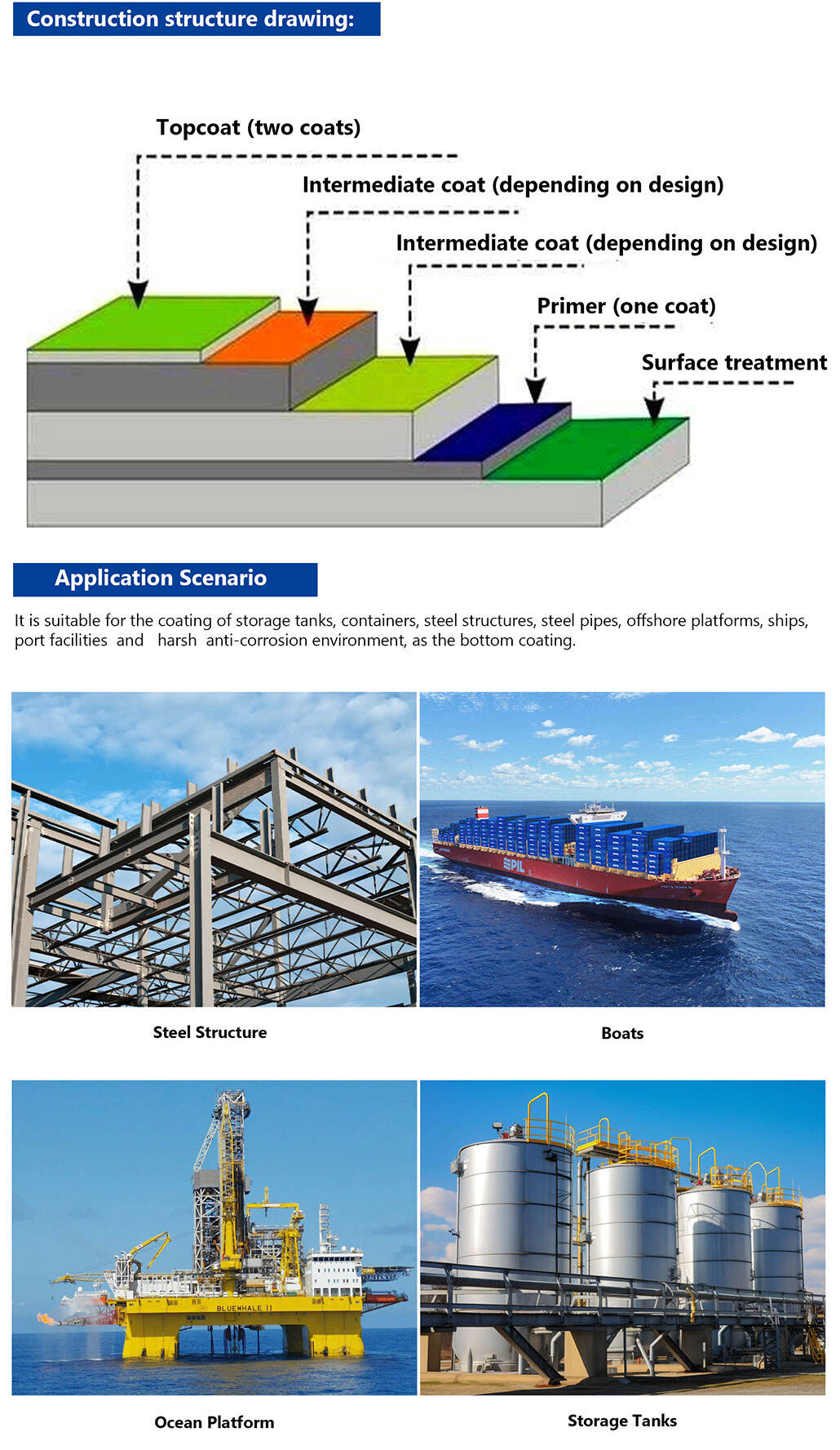
Es eignet sich für die Beschichtung von Speichertanks, Containern, Stahlkonstruktionen, Stahlröhren, Offshore-Plattformen, Schiffen, Hafenanlagen und strengen Korrosionsumgebungen als Unterbeschicht.
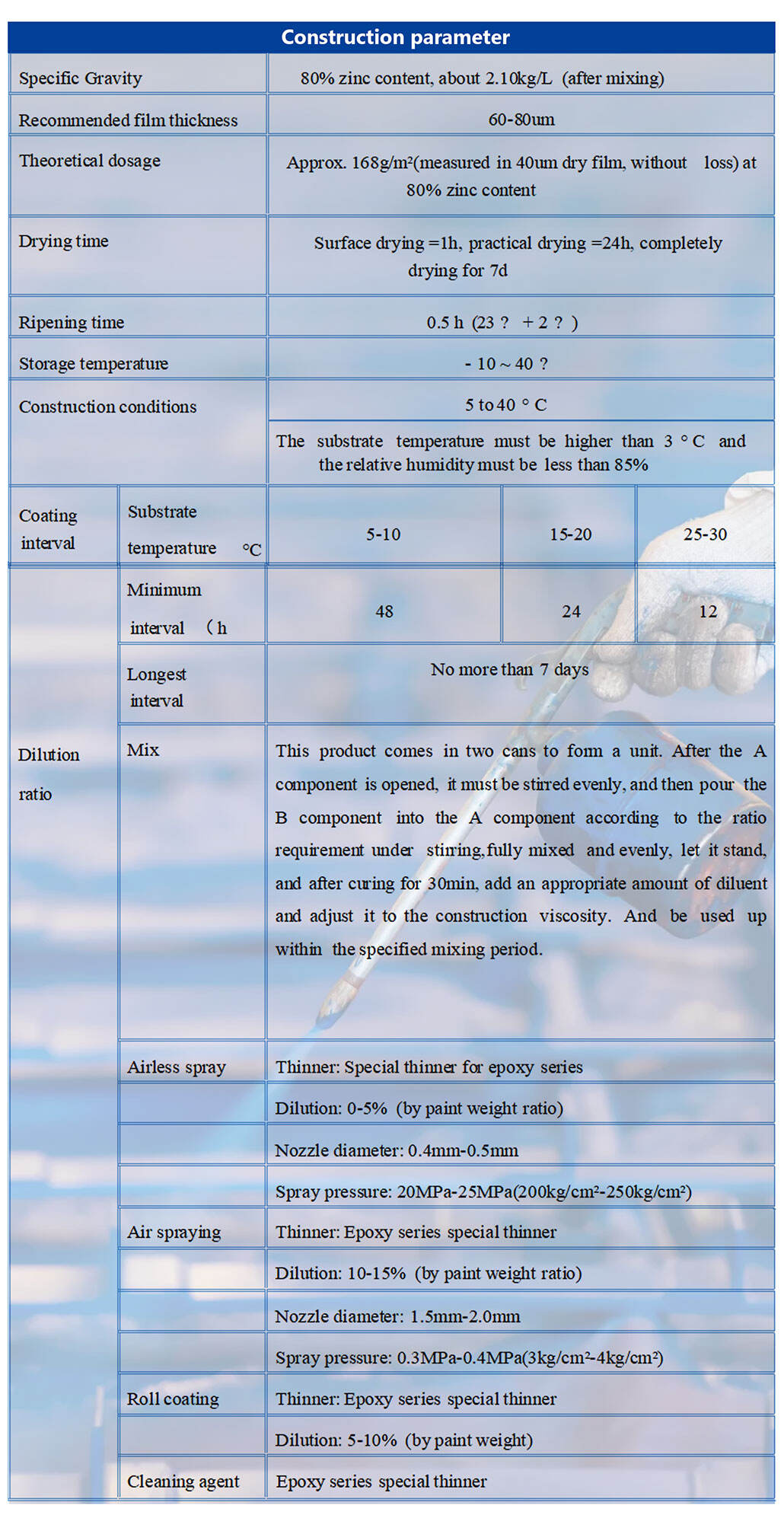
Bauparameter
Baustrukturzeichnung:
Unterstützungskonzept:
Epoxy-Zinkreicher Grundanstrich + Epoxy-Wolfram-Eisen-Mittellanstrich/Epoxy-dickflüssiger Mittellanstrich + Acryl-Polyurethan-Endanstrich/Polyurethan-Endanstrich/Polysiloxan-Endanstrich/Fluorkohlenwasserstoff-Endanstrich/Epoxy-Endanstrich/Alkyl-Endanstrich/Graphen-Endanstrich/chloriertes Kautschuk-Endanstrich usw.
Bauhinweise:
Dieses Produkt ähnelt den meisten zinkreichen Farben, langfristige Belichtung des Farbfilms führt zu Zinksalzen, die gründlich gereinigt werden müssen, bevor die nächste Farbe aufgetragen wird, andernfalls wird die Haftung zwischen den Schichten beeinträchtigt.
Die Temperatur des Trägers muss um mindestens 3 °C über dem Taupunkt liegen und wenn die Temperatur des Trägers unter 5 °C liegt, wird der Farbfilm nicht abgetrocknet und sollte nicht aufgetragen werden.
Bei Bauarbeiten in der Hochtemperaturepoche kann es leicht zu trockenem Sprühen kommen. Um trockenes Sprühen zu vermeiden, kann auf Verdünner umgestellt werden, bis das trockene Sprühen verschwindet.
Dieses Produkt sollte von professionellen Lackierern gemäß der Produktpackaging-Anleitung oder den Anweisungen in diesem Handbuch verwendet werden.
Stahlfläche:
Es ist notwendig, Öl und Rost gründlich zu entfernen, um den Rostentfernungsstandard Sa2.5 zu erreichen und eine Rauheit von 30 µm - 75 µm zu erreichen; Verwendet man die manuelle Rostentfernungs-Methode, muss der Standard St3 erreicht werden.
Betonoberfläche:
Die Betonoberfläche sollte glatt, trocken sein, ohne Durchtränkung oder Wasser. Eine durch Fette und Chemikalien verschmutzte Basis kann mit Reinigungsmittel, Laugen oder Lösungsmitteln gewaschen werden und auch durch Feuerbacken, Dampfab blasen usw. behandelt werden, jedoch darf die Basis nicht beschädigt werden.
Vorsichtsmaßnahmen
Produkte Sollte an einem kühlen und gut belüfteten Ort aufbewahrt werden, um Regen und direkte Sonnenstrahlen zu vermeiden, Kollisionen zu vermeiden und Feuerquellen fernzuhalten.
Am Baustelle ist strengstens das Verbrennen von Feuerwerk untersagt, Maler sollten Brille, Handschuhe, Masken usw. tragen, um Hautkontakte und Einatmen von Lacknebel zu vermeiden.
Alle Arbeiten zur Beschichtung und zum Gebrauch dieses Produkts müssen gemäß den verschiedenen nationalen Vorschriften und Standards für Gesundheit, Sicherheit und Umweltschutz durchgeführt werden.
Wenn Sie Fragen zur Verwendung dieses Produkts haben, wenden Sie sich bitte an unseren technischen Service.
Zusätzlich:
Prinzipien der kathodischen Korrosionsschutz
Kathodischer Schutz ist eine elektrochemische Schutztechnologie, die hauptsächlich zur Verhinderung der Korrosion von Metallstrukturen in elektrolytischen Umgebungen verwendet wird. Das grundlegende Prinzip besteht darin, die geschützte Metallfläche in eine Kathode zu verwandeln, indem ein aufgeprägter Strom oder eine Opferanode verwendet wird, wodurch der Korrosionsprozess unterbunden wird.
Das grundlegende Prinzip der kathodischen Korrosionsschutz ist, dass durch die Anwendung eines eingedrückten Stromes auf die Oberfläche der geschützten Metallstruktur diese zu einer Kathode wird, um die Elektronenmigration bei der Metallkorrosion zu hemmen und das Auftreten von Korrosion zu vermeiden oder zu schwächen.
Spezifisch wird der kathodische Schutz in den folgenden Schritten erreicht:
★ Eingedruckter Strom: Durch die Anwendung einer externen Gleichstromquelle wird die Metalloberfläche zu einer Kathode. Dies kann auf zwei Arten geschehen: die Methode des Opferanodes und die Methode des eingedruckten Stromes.
★ Opferanodenmethode: Ein aktives Metall (wie Magnesium oder Aluminium) mit einer niedrigeren elektrochemischen Ordnung als das geschützte Metall wird als Anode verwendet, die mit dem geschützten Metall verbunden ist. Diese Anodematerialien korroden vorrangig, wodurch das geschützte Metall geschützt wird.
★ Beeindruckende Strömungsmethode: Eine Strömung wird über eine externe Energiequelle (wie einen Potentiostaten) auf das geschützte Metall angewendet, um es zu einem Kathoden zu machen. Diese Methode eignet sich für große Strukturen, wie z.B. Fernleitungen und Offshore-Plattformen.
★ Kathodenpolarisation: Wenn das geschützte Metall zu einer Kathode wird, tritt eine Kathodenpolarisation auf, d.h. das Potential des Metalls verschiebt sich nach negativ. Diese Potentialänderung hemmt die Anodiereaktion des Metalls und reduziert oder verhindert dadurch Korrosion.
★ Beseitigung der elektrochemischen Inhomogenität: Wenn das Potential des Metalls auf einen bestimmten negativen Wert gesenkt wird, wird die elektrochemische Inhomogenität der Metalloberfläche beseitigt, und der kathodische Auflösungsprozess der Korrosion wird wirksam unterdrückt, um den Schutzzweck zu erreichen.