- przegląd
- Polecanie produkty
Podstawowe parametry
Kolor Szary
Stosunek głównego składnika do tworzywa utwardzającego = 25:3
Konstrukcja malowanie pędzlem, lakiem, malowanie walcem może być
The skład jest złożony z rezyna epoksydowa, proszek cynkowy jako główne surowce,
zagęszczacz, wypełniacz, pomocnicze, roztwór i tak dalej.

Charakterystyka produktu
Wyjątkowe właściwości antykorozyjne, silne przylepianie
Wysoka zawartość proszku cynkowego w warstwie farby, z efektem ochrony katodowej (po uzupełnieniu zasady ochrony katodowej)
Gruba warstwa filmu spawana przy 15-25um, a obszar spalania podczas cięcia spawania elektrycznego jest mały i nie wpływa na wydajność spawania
Wyjątkowa odporność na wodę, olej i rozpuszczalniki
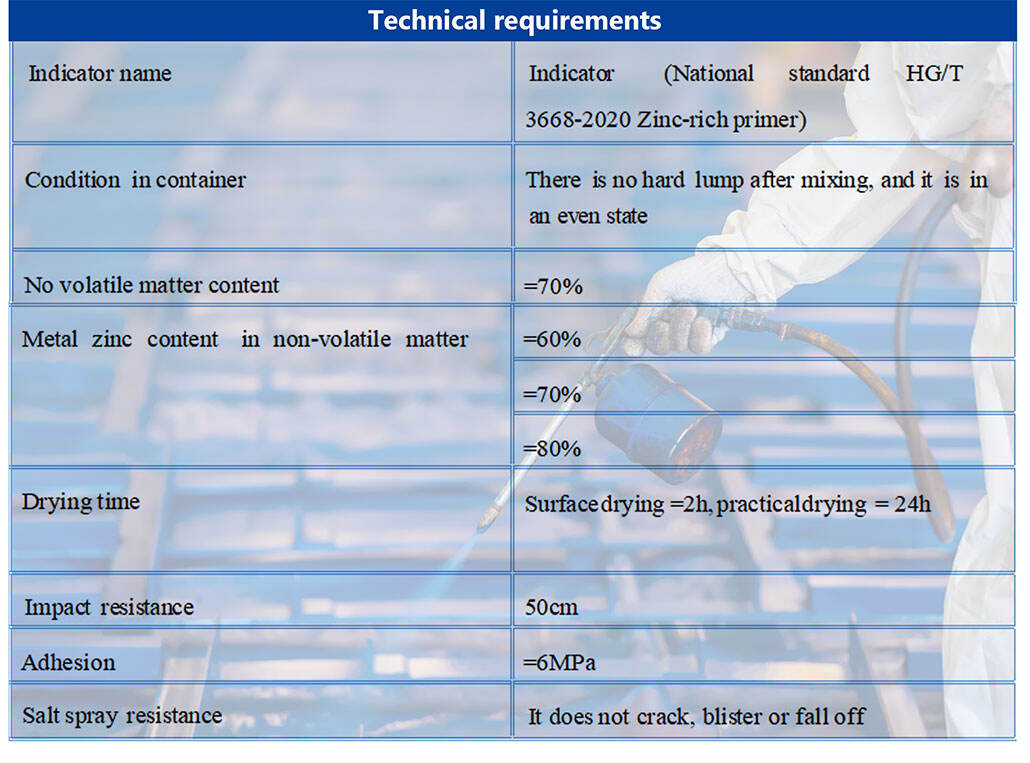
Wymagania techniczne
Stosowanie produktu
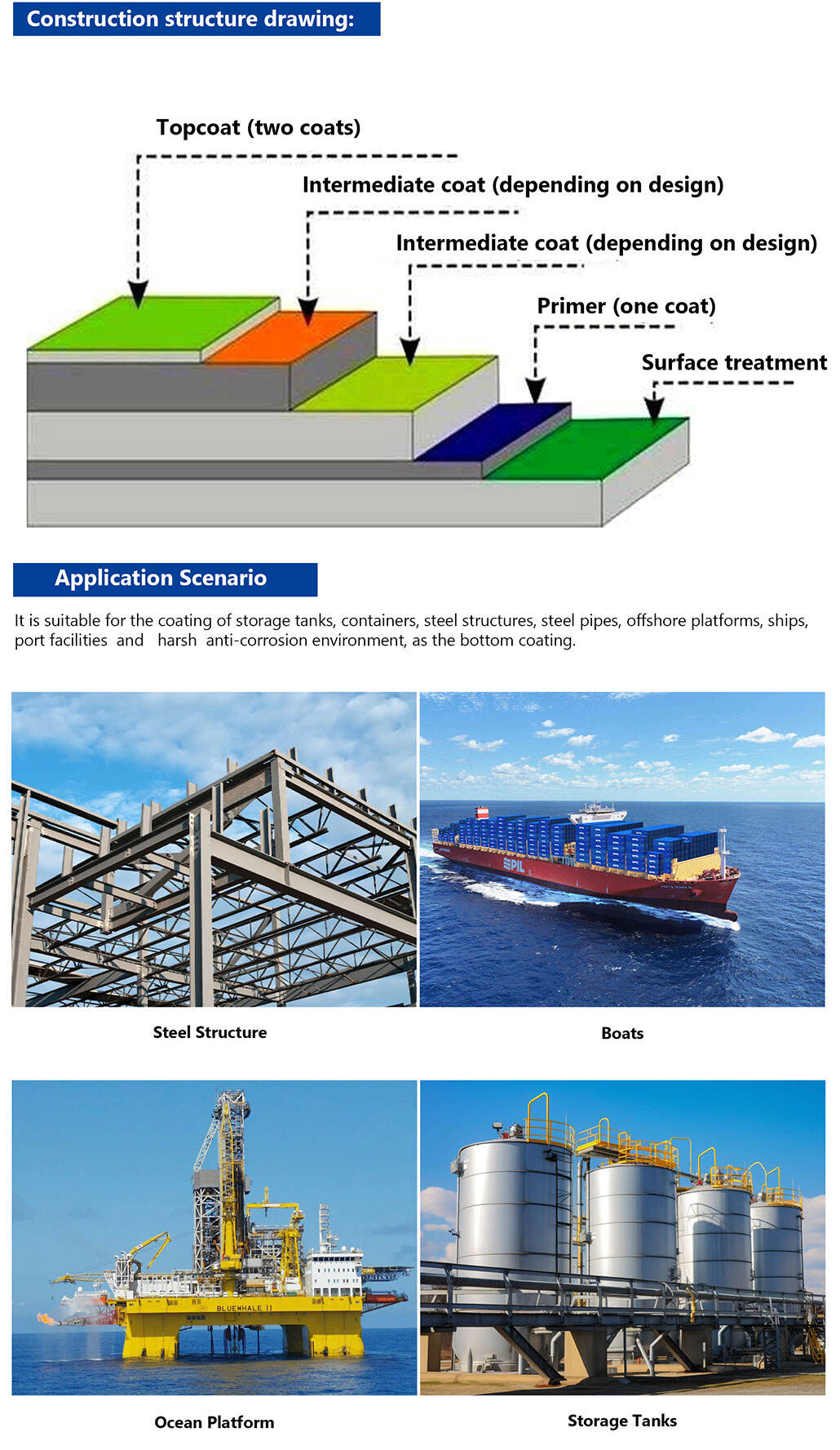
Przeznaczone do pokrywania zbiorników, naczyń, konstrukcji stalowych, rur stalowych, platform morskich, statków, instalacji portowych i środowisk ostrych w zakresie antykorozyjnym, jako farba podłogowa.
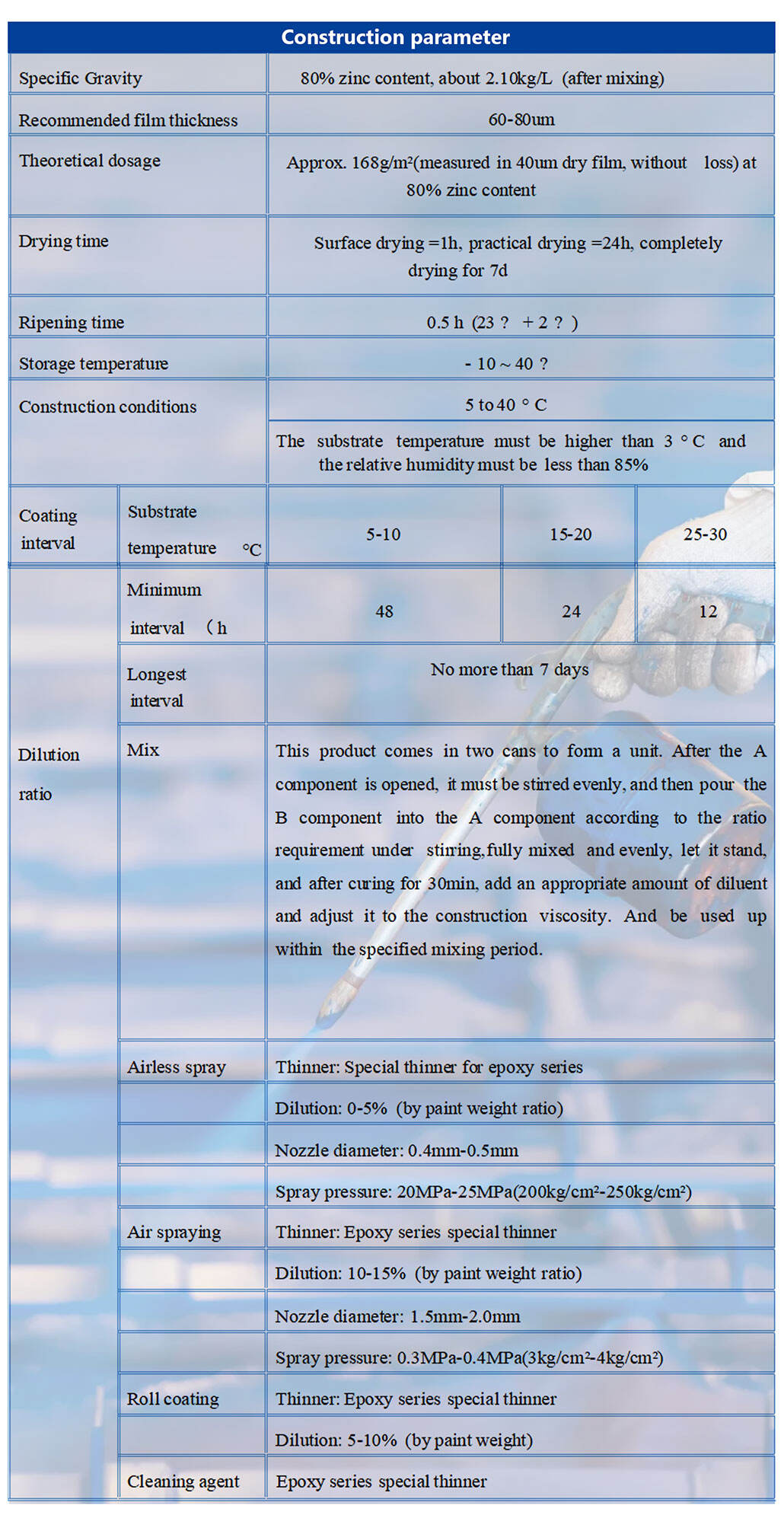
Parametry konstrukcyjne
Rysunek struktury konstrukcyjnej:
Wsparcie w postaci rozwiązania:
Epoxy znacznie bogata farba podłogowa + farba pośrednia z chmurki żelaznej / farba pośrednia grubościana epoksydowa + farba końcowa akrylowa poliuretanowa / farba końcowa poliuretanowa / farba końcowa polisiloksanowa / farba końcowa fluorkarbonowa / farba końcowa epoksydowa / farba końcowa alkydowa / farba końcowa grafenu / farba końcowa gumy chlorkowej itp.
Uwagi dotyczące budowy:
Ten produkt, podobnie jak większość farb bogatych w cynk, po długotrwałym narażeniu powłoka farby może pokryć się solami cynku, które muszą zostać dokładnie wybrane przed naniesieniem kolejnej warstwy farby, w przeciwnym razie wpłynie to na przyczepność między warstwami.
Temperatura podłoża musi być co najmniej o 3 °C wyższa niż temperatura punktu rosy. Gdy temperatura podłoża jest poniżej 5 °C, powłoka farby nie będzie się wytwarzała, a konstrukcja nie powinna być kontynuowana.
Podczas budowy w sezonie gorączki łatwo występuje suchy rozprysk. Aby uniknąć suchego rozprysku, można dostosować do suchego rozprysku rozcieńczalnik.
Ten produkt powinien być stosowany przez profesjonalnych operatorów malarskich zgodnie z opakowaniem produktu lub instrukcją zawartą w tym podręczniku.
Powierzchnia stalowa:
Konieczne jest gruntowne usunięcie oleju i rdzy itp., aby osiągnąć standard usuwania rdzy Sa2.5, a chropowatość powinna wynosić 30um-75um; Należy zastosować metodę ręcznego usuwania rdzy, która musi osiągnąć poziom standardu usuwania rdzy St3.
Powierzchnia betonowa:
Powierzchnia betonowa powinna być płaska, sucha, bez zacierania się wody i wilgoci. Podstawa zanieczyszczona tłuszczami i chemikaliami może zostać przemyta mydłem, sodą czy rozpuszczalnikiem, a także można ją poddać obróbce poprzez pieczenie ogniem, dmuchanie parą itp., ale nie wolno uszkodzić podstawy.
środki ostrożności
Produkty powinno być przechowywane w zimnym i wentylowanym miejscu, aby zapobiec deszczowi, bezpośrednim promieniom słońca, unikać zderzeń, konieczne jest odizolowanie źródła ognia.
Na miejscu budowlanym surowo zakazane są fajerwerki, malarki powinny nosić okulary, rękawice, maski itp., aby uniknąć kontaktu skóry oraz wdychania mgieł farb.
Cała praca związane z nanoszeniem warstwy oraz użytkowaniem tego produktu musi być wykonywana zgodnie z różnymi obowiązującymi przepisami i normami dotyczącymi higieny, bezpieczeństwa i ochrony środowiska narodowych.
W przypadku jakichkolwiek pytań dotyczących użytkowania tego produktu, prosimy o kontakt z naszym działem obsługi technicznej.
Dodatkowo:
Zasady katodowej ochrony przed korozyj
Ochrona katodowa to technologia elektrochemicznej ochrony, która jest przede wszystkim stosowana do zapobiegania korozji metalowych konstrukcji w środowiskach elektrolitycznych. Podstawowy zasadek polega na przekształceniu powierzchni chronionego metalu w katodę poprzez zastosowanie prądu wymuszonego lub użycie anody ofiarnej, co powstrzymuje proces korozji.
Podstawowym zasadniczym pryncypem ochrony katodowej jest to, że poprzez stosowanie wprowadzanego prądu na powierzchnię chronionego metalowego konstrukcji, staje się on katodą, co pozwala hamować migrację elektronów w wyniku korozji metali i uniknąć bądź osłabić występowanie korozji.
Konkretne ochrony katodowej są realizowane w następujących krokach:
★ Wprowadzany prąd: Poprzez stosowanie zewnętrznego źródła prądu kontynuowanego powierzchnia metalowa staje się katodą. Może to być wykonane na dwa sposoby: metodą anody ofiarnych i metodą wprowadzanego prądu.
★ Metoda anody ofiarnych: Używana jest aktywna metalia (taka jak magnes lub aluminium) o niższej kolejności elektrochemicznej niż chroniony metal jako anoda, która jest łączona z chronionym metalem. Te materiały anodowe będą korozjonowane w pierwszej kolejności, co prowadzi do ochrony chronionego metalu.
★ Wrażliwa metoda zastosowania prądu: Prąd jest przekazywany do chronionego metalu za pośrednictwem zewnętrznego źródła energii (takiego jak potencjostat), aby uczynić go katodą. Ta metoda jest odpowiednia dla dużych konstrukcji, takich jak długie rurociągi i platformy morskie.
★ Polarizacja katodowa: Gdy chroniony metal staje się katodą, następuje polarizacja katodowa, czyli potencjał metalu przesuwa się w kierunku ujemnym. Ta zmiana potencjału hamuje reakcję anodową metalu, co zmniejsza lub uniemożliwia korozję.
★ Usunięcie niejednorodności elektrochemicznej: gdy potencjał metalu jest ujemny do pewnej wartości potencjału, usuwa się niejednorodność elektrochemiczną powierzchni metalowej, a proces rozpuszczania katodowego korozji jest skutecznie hamowany w celu osiągnięcia ochrony.