- Panoramica
- Prodotti Consigliati
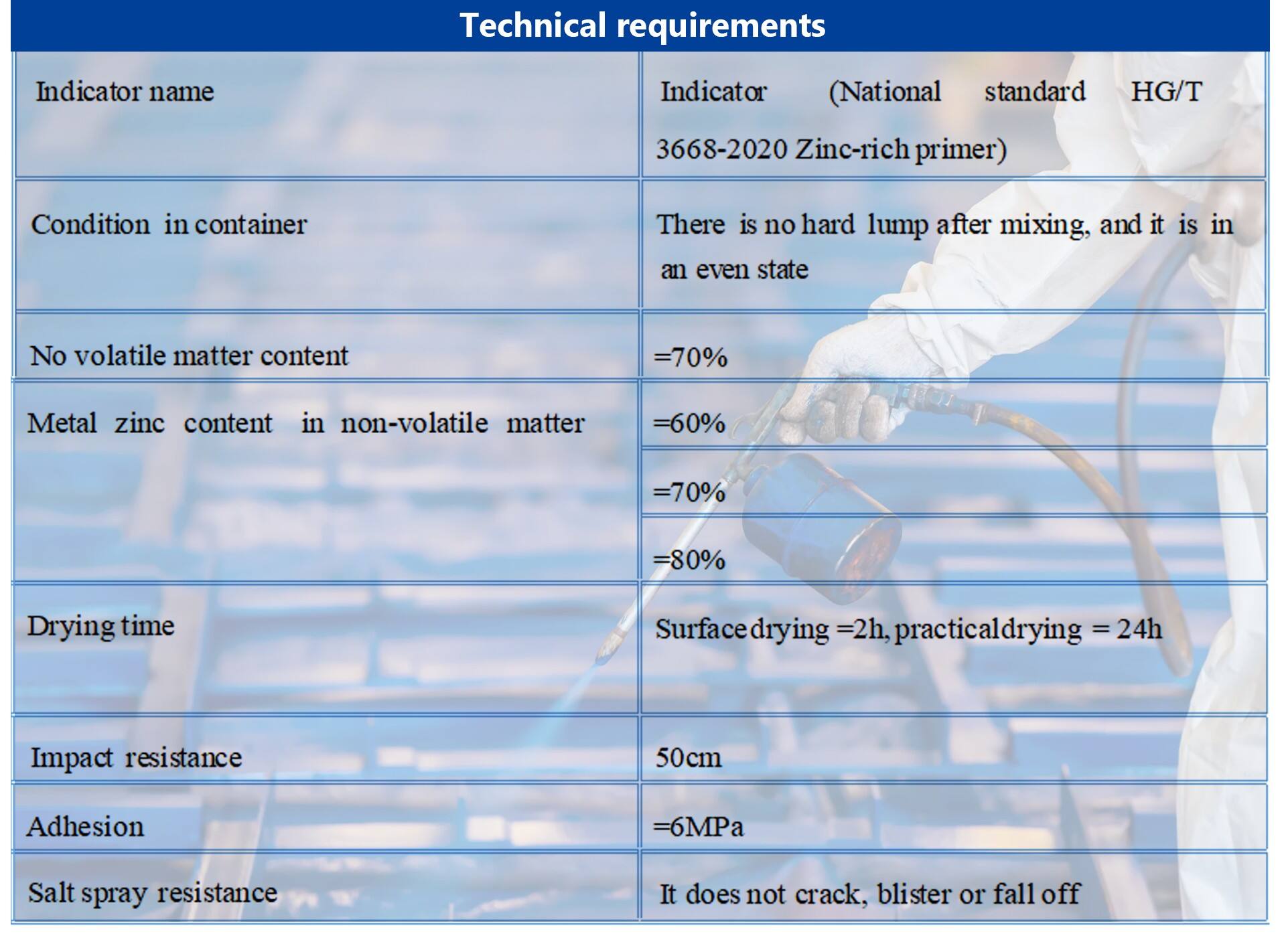
Parametri di base |
※ Colore Grigio |
※ Proporzionamento agente principale: Agente di cura = 25:3 |
※ L'esecuzione può essere effettuata con pennello, spray o rotolo |
※ La composizione è costituita da resina epoxide e polvere di zinco come materie prime principali, |
agente spessante, riempitore, ausiliario, solvente e altro. |
Caratteristiche del prodotto

Utilizzo del prodotto
※ È adatto per l'impatto di serbatoi di memoria, contenitori, strutture in acciaio, tubi in acciaio, piattaforme offshore, navi, impianti portuali e ambienti di anti-corrosione severi, come rivestimento inferiore.
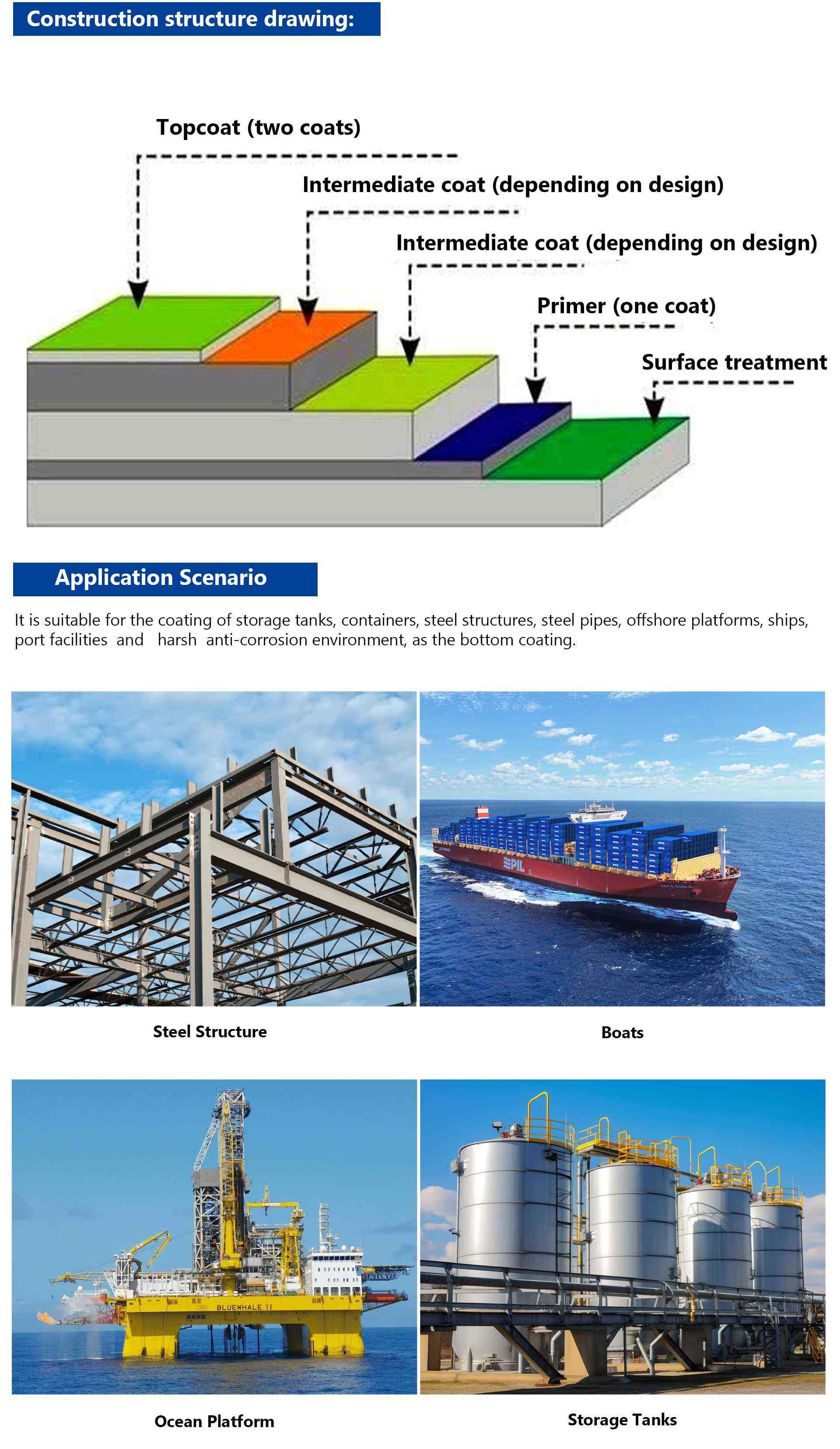
Schema di supporto:
※ Primo strato a base di zinco epoxide + vernice intermedia a base di ferro epoxide nuvoloso / vernice intermedia spessa epoxide + finitura acrilica poliuretanica / finitura poliuretanica / finitura polisilossanica / finitura fluorocarbonica / finitura epoxide / finitura alchilo / finitura grafene / finitura caucciù clorurato, ecc
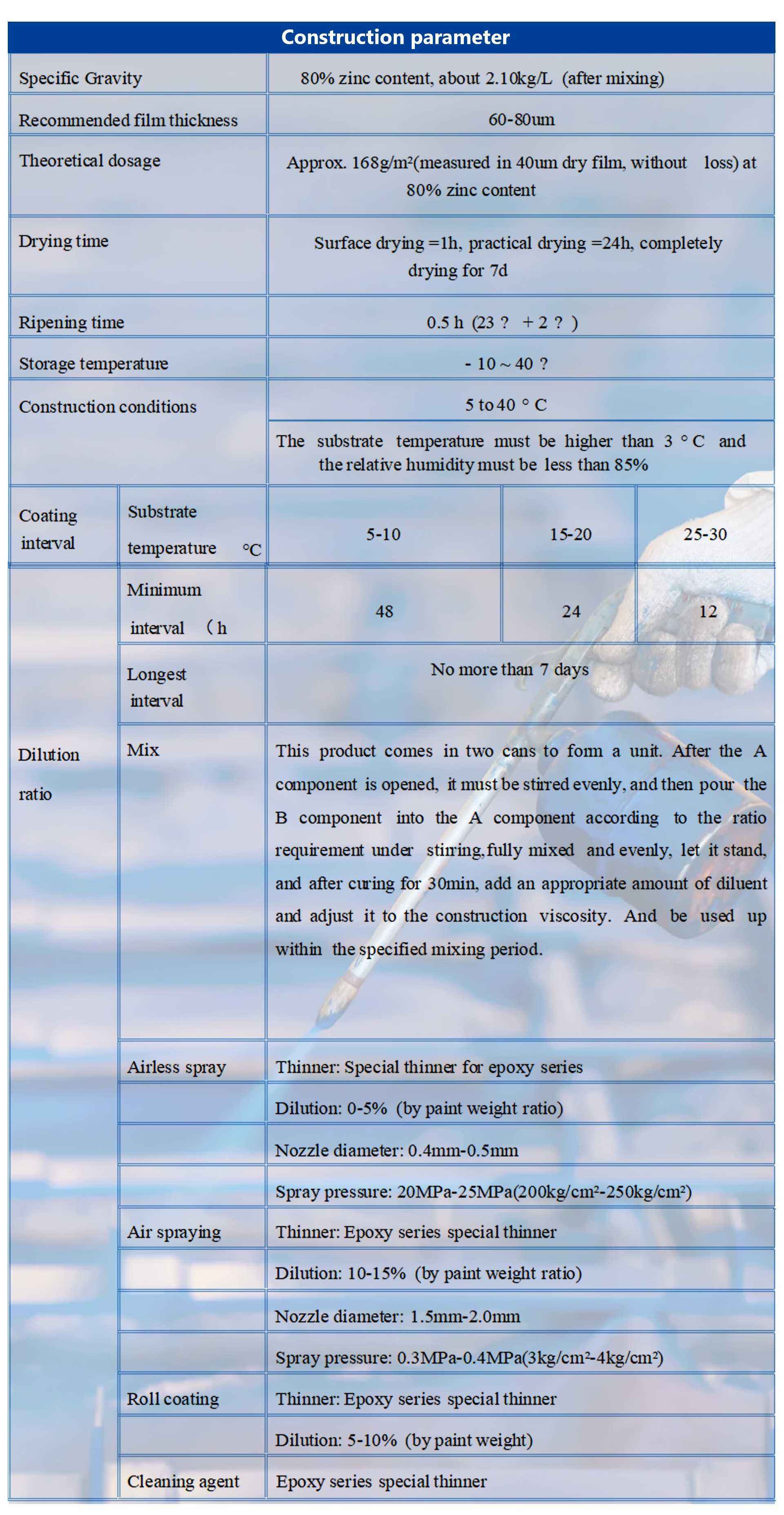
Note costruttive:
※ Questo prodotto è simile a gran parte delle vernici ricche di zinco, una lunga esposizione del film verniciato può causare la formazione di sali di zinco, che devono essere accuratamente puliti prima di applicare la prossima vernice, altrimenti potrebbe influire sull'aderenza tra i livelli.
※ La temperatura del substrato deve essere almeno 3 ° C sopra il punto di rugiada, e quando la temperatura del substrato è inferiore a 5 ° C, il film verniciato non si solidifica e non dovrebbe essere costruito.
※ Nella stagione calda, durante la costruzione, è facile verificarsi un asciugamento spray, per evitare l'asciugamento spray può essere aggiunto un diluente fino a raggiungere l'effetto desiderato.
※ Questo prodotto deve essere utilizzato dagli operatori specializzati in pittura secondo quanto indicato nella confezione del prodotto o nelle istruzioni di questo manuale.
Superficie metallica:
※ È necessario rimuovere completamente grassi e ruggine per raggiungere lo standard di rimozione della ruggine Sa2.5, e la ruvidezza deve arrivare a 30um-75um; Adottando il metodo di rimozione della ruggine manuale, è necessario raggiungere lo standard di rimozione della ruggine St3.
Superficie in cemento armato:
※ La superficie in cemento deve essere piatta, asciutta, senza infiltrazioni o acqua. Le basi inquinate da grassi e sostanze chimiche possono essere lavate con detersivi, soda caustica o solventi, e possono anche essere trattate con cottura a fuoco, soffiaggio a vapore, ecc., ma non deve danneggiare la base.
Precauzioni
※ Prodotti dovrebbe essere conservato in un luogo fresco e ventilato per evitare la pioggia, diretto
sole, evitare collisioni, è necessario isolare la fonte di fuoco.
※ Il cantiere è severamente vietato l'uso di fuochi d'artificio, i pittori devono indossare
occhiali, guanti, maschere, ecc., per evitare il contatto cutaneo e l'inalazione della nebbia di vernice.
※ Tutti i lavori di rivestimento e utilizzo di questo prodotto devono essere eseguiti in conformità
con le varie normative e standard nazionali in materia di igiene, sicurezza e protezione ambientale.
※ Se avete domande sull'uso di questo prodotto, contattate il nostro dipartimento di assistenza tecnica.
Aggiuntivo:
Principi della protezione catodica
La protezione catodica è una tecnologia di protezione elettrochimica utilizzata principalmente per prevenire la corrosione delle strutture metalliche in ambienti elettrolitici. Il principio base consiste nel trasformare la superficie del metallo protetto in un catodo applicando una corrente impressa o utilizzando un'anodo sacrificale, inibendo così il processo di corrosione.
Il principio di base della protezione catodica è che applicando una corrente imposta alla superficie della struttura metallica protetta, questa diventa un catodo, in modo da inibire la migrazione di elettroni causata dalla corrosione del metallo e evitarne o indebolirne l'occorrenza.
Specificamente, la protezione catodica viene realizzata attraverso i seguenti passaggi:
★ Corrente imposta: Applicando una fonte di alimentazione continua esterna, la superficie metallica diventa un catodo. Questo può essere fatto in due modi: il metodo dell'anodo sacrificale e il metodo della corrente imposta.
★ Metodo dell'anodo sacrificale: Un metallo attivo (come il magnesio o l'alluminio), con un ordine elettrochimico inferiore a quello del metallo protetto, viene utilizzato come anodo ed è collegato al metallo protetto. Questi materiali anodici corroderanno preferenzialmente, proteggendo così il metallo protetto.
★ Metodo di corrente impressa: La corrente viene applicata al metallo protetto tramite una fonte di alimentazione esterna (come un potenziostato) per renderlo un catodo. Questo metodo è adatto a strutture grandi, come pipeline a lunga distanza e piattaforme offshore.
★ Polarizzazione catodica: Quando il metallo protetto diventa un catodo, si verifica la polarizzazione catodica, cioè lo spostamento negativo del potenziale del metallo. Questo cambiamento di potenziale inibisce la reazione di anodizzazione del metallo, riducendo o prevenendo la corrosione.
★ Eliminazione dell'eterogeneità elettrochimica: quando il potenziale del metallo è spostato negativamente fino a un certo valore di potenziale, l'eterogeneità elettrochimica della superficie metallica viene eliminata e il processo di dissoluzione catodica della corrosione viene efficacemente soppresso per raggiungere lo scopo della protezione.