- Pregled
- Preporučeni proizvodi
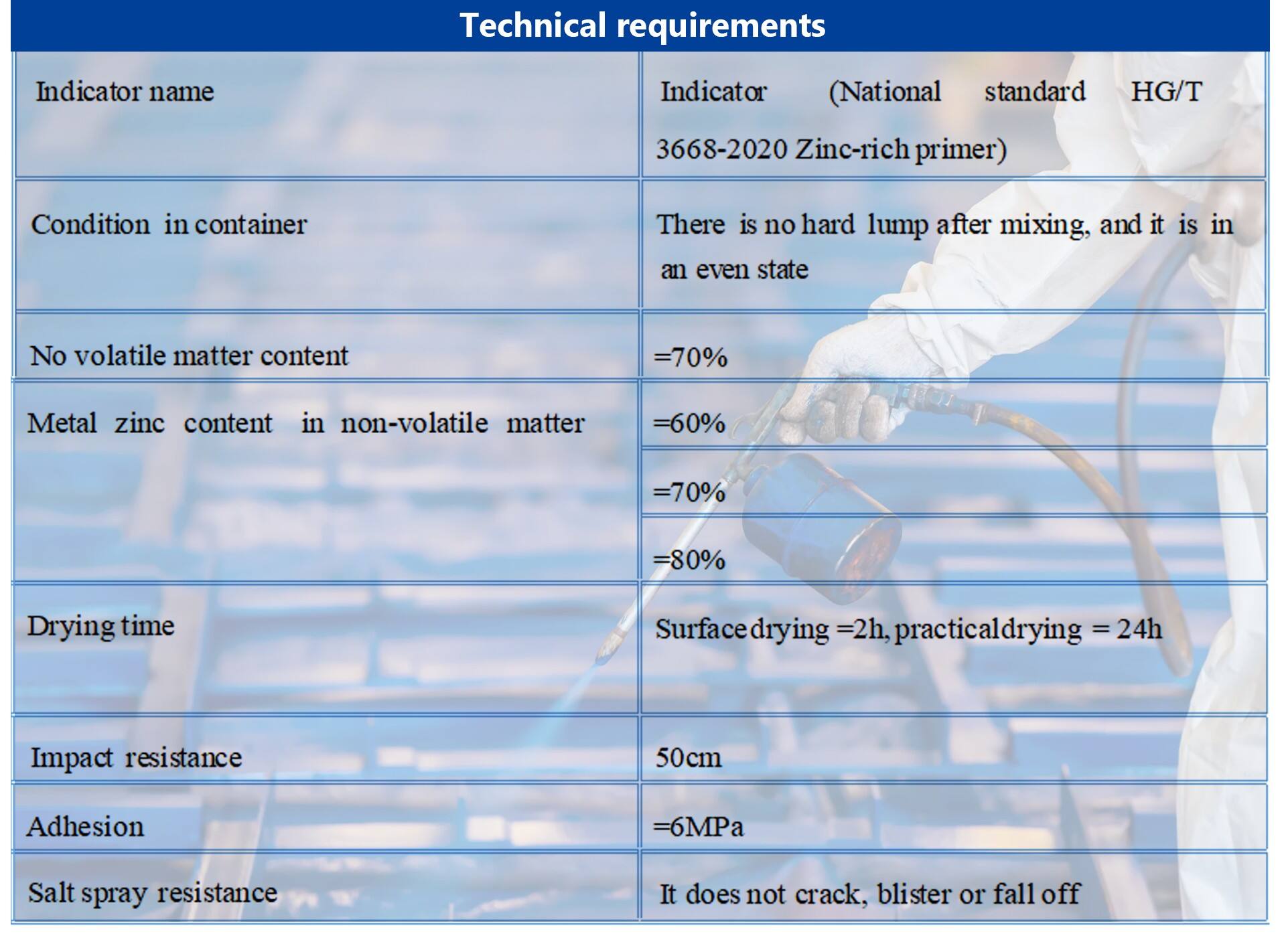
Osnovni parametri |
※ Boja Siva |
※ Omjer glavnog čimbenika: Činioci oživljenja =25:3 |
※ Primjena češalom, spremanjem, valjkovanjem može se izvršiti |
※ Sastav je sastavljen od epoksidnog rezina, cinka kao glavnih sirovina, |
debeljača, punjenja, pomoćnih tvari, razreditelja i drugo. |
Karakteristike proizvoda

Upotreba proizvoda
※ Prikladno je za oblaganje čuvarača, spremnika, čeljustnih konstrukcija, čeljustnih cijevi, offshore platformi, brodova, lukaških objekata i strogih antikorozivnih okruženja kao dno slojeva.
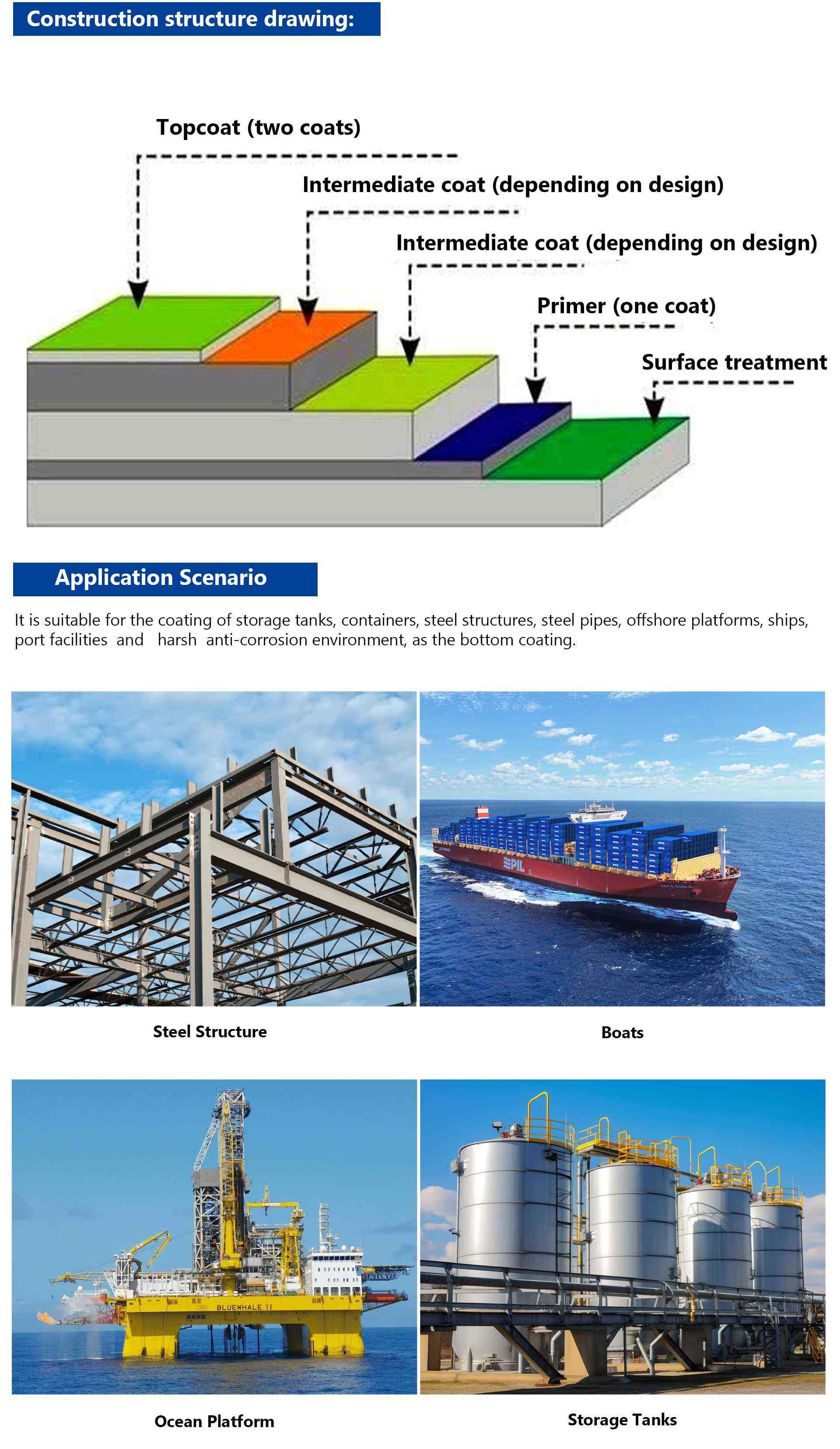
Podržani plan:
※ Epoxy božica bogata cinkom + epoxy srednji bojanak od željeznog oblaka/epoxy deblji srednji bojanak + acrylska poliuretanska završnica/poliuretanska završnica/polysiloxane završnica/fluorocarbon završnica/epoxy završnica/alkyd završnica/grafen završnica/hlorirana kaučukovita završnica itd.
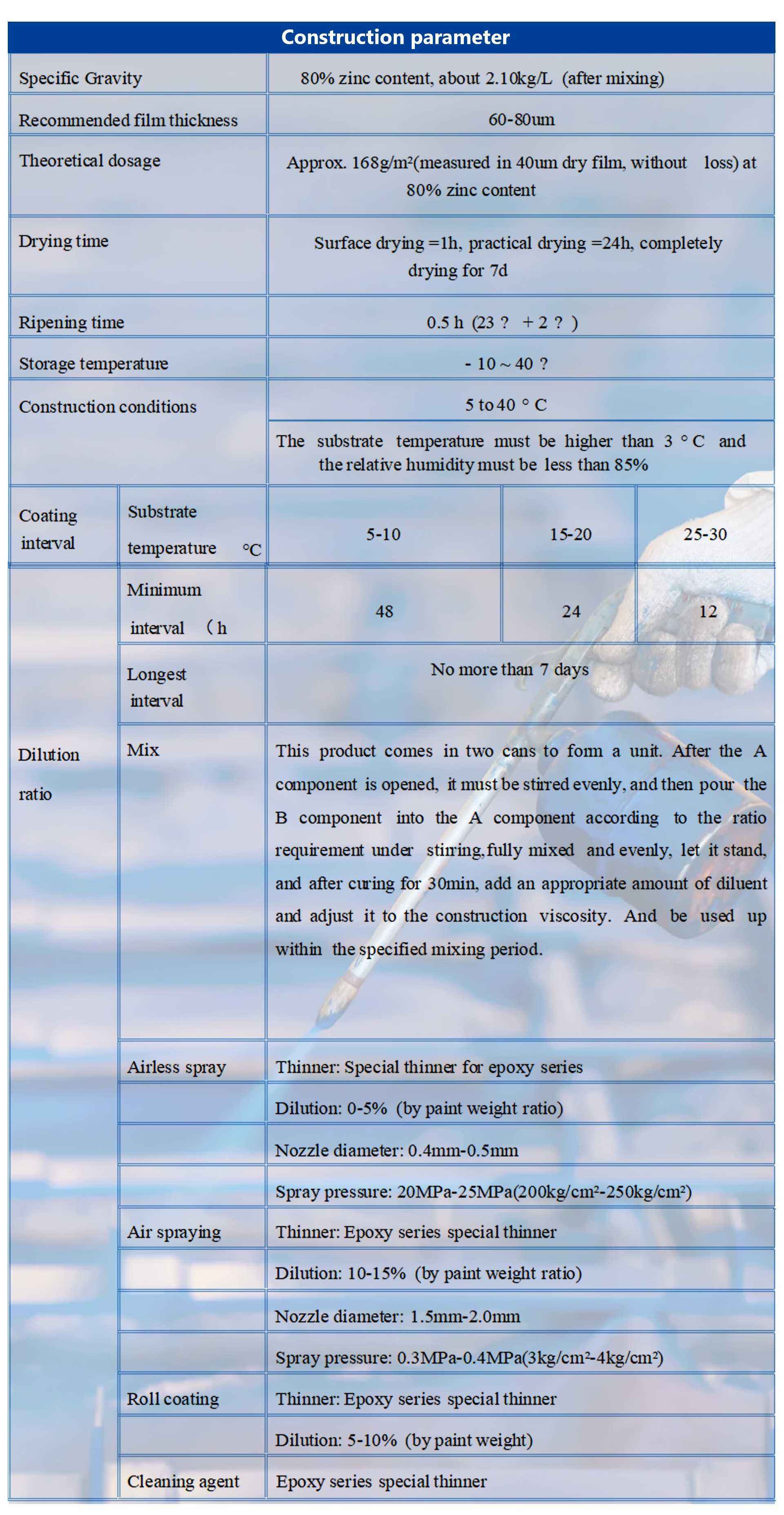
Napomene za izgradnju:
※ Ovaj proizvod, poput većine cinkastih boja, će nakon dugotrajne izloženosti pojaviti cinkove soli na filmskoj plohi, a mora se savrseno očistiti prije primjene sljedeće boje, inače će to utjecati na lepljenje između slojeva.
※ Temperatura podloga mora biti iznad 3 °C iznad tačke rosa, a kada je temperatura podloga ispod 5 °C, filmska ploha se ne zakvari i ne bi trebala se izgrađivati.
※ U gradnji visokotemperaturne sezone, lako može doći do suhega prašenja, kako bi se izbjeglo suho prašenje, može se prilagoditi suhemu prašenju dok se ne dodaju razreditelji.
※ Ovaj proizvod treba koristiti profesionalnim operaterima malopisivanja prema uputama na ambalaži proizvoda ili u ovom priručniku.
Željezana površina:
※ Potrebno je savršeno ukloniti ulje i ržu kako bi se postigla standardna razina uklanjanja rže Sa2.5, a hrubost treba biti između 30um-75um; Primijeniti ručnu metodu uklanjanja rže, potrebno je postići razinu uklanjanja rže St3.
Betonska površina:
※ Betonska površina treba biti ravna, suha, bez promašaja i vode. Baza koja je bila opražnjena uljem i kemikalijama može se očistiti perom, škari ili solventom, te se može obraditi vatrećim pečenjem, dvopljuškom itd., ali ne smije oštetiti bazu.
Pozornost
※ PRODUKTI treba čuvati u hladnom i ventiliranom mjestu kako bi se spriječilo ulijevanje i izravan
sunce, izbjegavati sudaranja, potrebno je izolirati izvor vatre.
※ Na staništu je strogo zabranjeno pušenje i igra s vatrom, bojači bi trebali nositi
naočale, rukavice, masku itd., da bi se izbjeglo dodir s kinjom i udisanje bojnog dima.
※ Sve radnje vezane uz namazivanje i upotrebu ovog proizvoda moraju se obavljati u skladu
sa različitim nacionalnim propisima i standardima o zdravlju, sigurnosti i zaštiti okoliša.
※ Ako imate bilo kakve pitanje o upotrebi ovog proizvoda, molimo kontaktirajte naš odjel za tehničku podršku.
Dopunsko:
Principi katodne zaštite
Katodna zaštita je elektrohimijaska tehnologija koja se glavnokorišti za sprečavanje korozije metalnih struktura u elektrolitskim okruženjima. Osnovni princip je transformacija zaštićene metalne površine u katodu primjenom utjecaja struje ili korištenjem žrtvene anode, što time uspava proces korozije.
Osnovni princip katodne zaštite je da se primjenom utjecaja na površinu zaštićene metalne strukture ona postaje katoda, što sprečava elektronsku migraciju uzrokujuću metalnu koroziju i izbjegava ili oslabljava pojavu korozije.
Specifično, katodna zaštita postiže se sljedećim koracima:
★ Utjecajni tok: Primjenom vanjskog DC napajanja metalna površina postaje katoda. To se može učiniti na dva načina: metodom žrtvenih anoda i metodom utjecajnog toka.
★ Metoda žrtvenih anoda: Koristi se aktivni metal (poput magnezija ili aluminija) s nižim elektrokemijskim redoslijedom od zaštićenog metala kao anoda, koja se spoji sa zaštićenim metalom. Ove anodne materijale će prvo korozirati, čime štite zaštićeni metal.
★ Impresivni trenutni način: Trenutak se primjenjuje na zaštićeni metal putem vanjskog izvora struje (poput potencijostata) kako bi se pretvorio u katodu. Ovaj način je prilagođen velikim strukturama, kao što su dugački cijevi i platforme na otvorenom moru.
★ Katodna polarizacija: Kada se zaštićeni metal postane katoda, doći će do katodne polarizacije, odnosno negativnog pomaka potencijala metala. Ta promjena potencijala će sprečiti anodnu reakciju metala, time smanjujući ili sprečavajući koroziju.
★ Uklanjanje elektrokemijske nehomogenosti: kada se potencijal metala pomakne negativno na određenu vrijednost potencijala, elektrokemijska nehomogenost na površini metala se uklanja, a proces katodnog rastvaraњa tijekom korozije je učinkovito suprimiran radi postizanja zaštite.