- Pregled
- Preporučeni proizvodi
Osnovni parametri
Boja Siva
Omjer glavnog djela: Tvrđač =25:3
Izgradnja moguće namazivanje štapićem, spremanjem ili valčićem
The sastav je sastavljen od epoksidna smola, cinkov prah kao glavni sirovi materijal,
debeljača, punjenja, pomoćnih tvari, razreditelja i drugo.

Karakteristike proizvoda
Odlična protuproraživa performans, jako lepljenje
Visoka količina cinkovog praša u filmskom oblogu, s katodnim zaštitnim efektom (nakon dopune katodne zaštite)
Deblji film se spaja na 15-25um, a prijeleđena površina je mala tijekom eljeriječeđenja, što ne utječe na performanse spajanja
Odlična vodootpornost, ulja i rastvarača
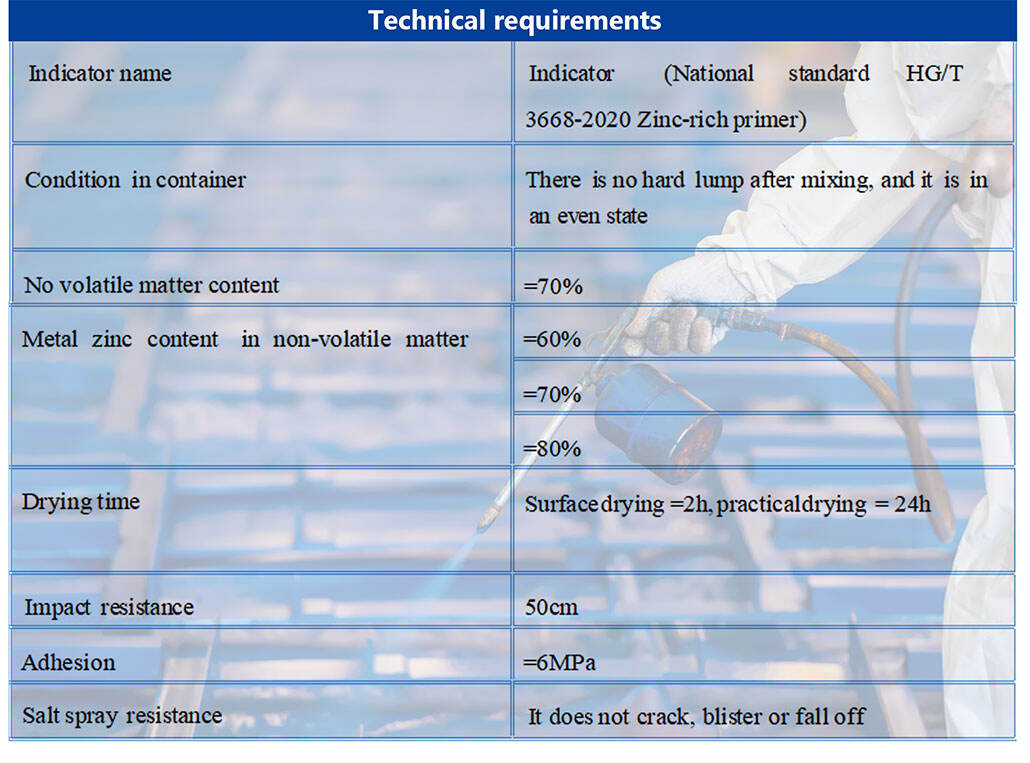
Tehnički zahtjevi
Upotreba proizvoda
Primjenjuje se za obloge čuvara, posude, ocele strukture, cijevi, platforme na moru, brodove, luka opreme i ekstremno protuproraživim okruženjima, kao dno slojev.
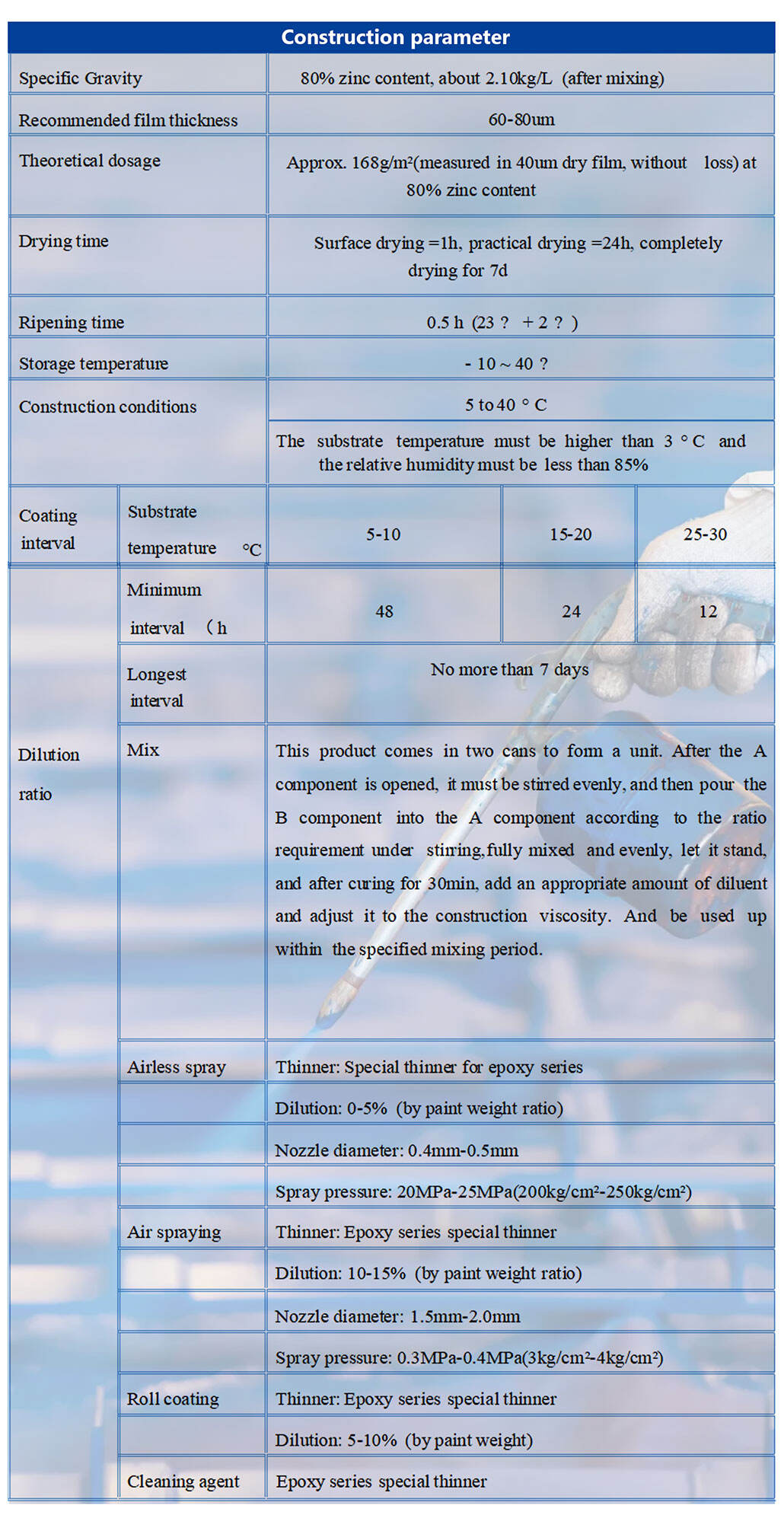
Parametri građenja
Struktura građenja:
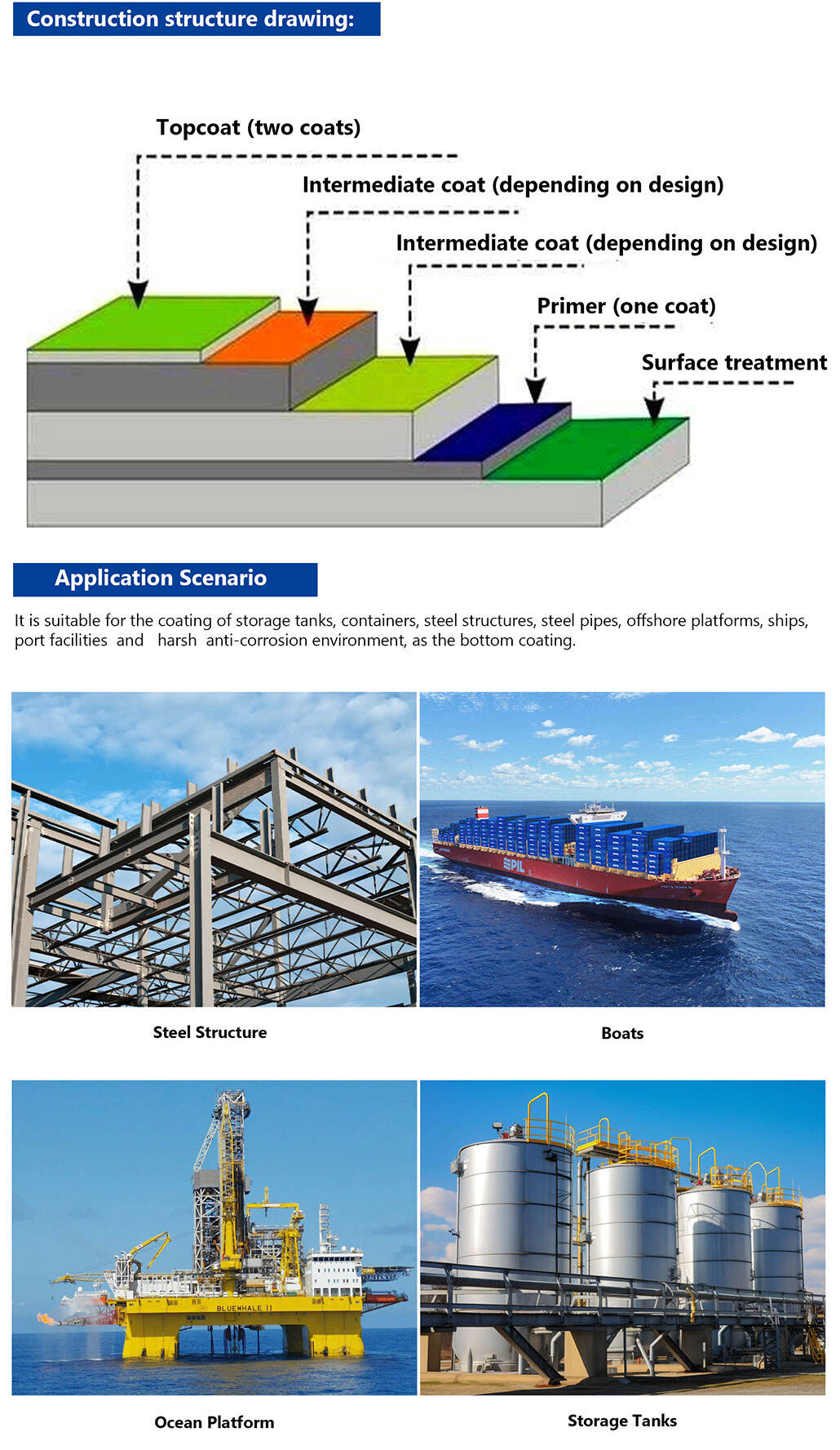
Podržani plan:
Epoksidni cinkasti primjerak + epoksidni oblak željezne međuslojev / epoksidni deblji međuslojev + akrilski poliuretan završetak / poliuretanski završetak / polisilikonski završetak / fluorbon završetak / epoksidni završetak / alkidni završetak / grafenski završetak / chlorinirani gumenjak završetak itd.
Napomene za izgradnju:
Ovaj proizvod je sličan većini boja bogatih cinkom, dugoročno izlaganje filmskoj boji uzrokuje pojavu cinkovitog soli, prije nego što se namijeni sljedeća boja mora se savršeno očistiti, inače će to utjecati na lepljenje između slojeva.
Temperatura podloga mora biti iznad 3 °C iznad tačke rosa, a kada je temperatura podloga ispod 5 °C, filmska boja se ne zarađuje i ne treba je graditi.
U konstrukciji u visokotemperaturnoj sezoni, lako može doći do suhega šprica, kako biste izbjegli suhi špric moguće je prilagoditi diluent dok se ne pojavi suhi špric.
Ovaj proizvod treba koristiti profesionalnim operaterima za bojenje prema uputama na ambalaži proizvoda ili u ovome priručniku.
Željezana površina:
Potrebno je savršeno ukloniti ulje i ržu itd., da bi se postigla standardna razina uklanjanja rže Sa2.5, a hrubost dostigne 30um-75um; Primijeniti ručnu metodu uklanjanja rže, potrebno je postići standardnu razinu uklanjanja rže St3.
Betonska površina:
Betonska površina treba biti ravninska, suha, bez utjecaja plutenja i vode. Baza koja je bila opražena masnim tvari i kemikalijama može se pratičiti detergom, juhom ili solventom, a također se može obraditi vatrećim pečenjem, dvopljećem parom itd., ali to ne smije štetiti bazi.
Pozornost
PRODUKTI treba čuvati u hladnom i ventiliranom mjestu kako bi se spriječila kiša, izbjegavajući direktno sunčeve zrake, izbjegavati sudaranja, potrebno je izolirati izvor vatre.
Na izgradbenoj lokaciji striktno je zabranjeno puštanje vatrog i pirotekhnika, maljarima treba nositi naočale, rukavice, masku i slično, kako bi se izbjeglo dodirivanje s kinom te udisanje kine.
Sve radnje vezane uz maljenje i upotrebu ovog proizvoda moraju se obavljati u skladu s različitim nacionalnim propisima i standardima za javno zdravlje, sigurnost i zaštitu okoliša.
Ukoliko imate bilo kakvih pitanja o upotrebi ovog proizvoda, kontaktirajte naš odjel tehničke usluge.
Dopunsko:
Principi katodne zaštite
Katodna zaštita je elektrohemski način zaštite koji se uglavnom koristi za sprečavanje korozije metalnih struktura u elektrolitskim okruženjima. Osnovni princip je da se zaštićena metalna površina transformira u katodu primjenom napojenog struja ili korištenjem žrtvene anode, što time inhibira proces korozije.
Osnovni princip katodne zaštite je da se primjenom utjecaja na površinu zaštićene metalne strukture ona postaje katoda, što sprečava elektronsku migraciju uzrokujuću metalnu koroziju i izbjegava ili oslabljava pojavu korozije.
Specifično, katodna zaštita postiže se sljedećim koracima:
★ Utjecajni tok: Primjenom vanjskog DC napajanja metalna površina postaje katoda. To se može učiniti na dva načina: metodom žrtvenih anoda i metodom utjecajnog toka.
★ Metoda žrtvenih anoda: Koristi se aktivni metal (poput magnezija ili aluminija) s nižim elektrokemijskim redoslijedom od zaštićenog metala kao anoda, koja se spoji sa zaštićenim metalom. Ove anodne materijale će prvo korozirati, čime štite zaštićeni metal.
★ Impresivni trenutni način: Trenutak se primjenjuje na zaštićeni metal putem vanjskog izvora struje (poput potencijostata) kako bi se pretvorio u katodu. Ovaj način je prilagođen velikim strukturama, kao što su dugački cijevi i platforme na otvorenom moru.
★ Katodna polarizacija: Kada se zaštićeni metal postane katoda, doći će do katodne polarizacije, odnosno negativnog pomaka potencijala metala. Ta promjena potencijala će sprečiti anodnu reakciju metala, time smanjujući ili sprečavajući koroziju.
★ Uklanjanje elektrokemikalne nejednolikosti: kada je potencijal metala negativan do određene vrijednosti potencijala, elektrokemikalna nejednolikost na površini metala jest eliminirana, a proces katodnog rastvaranja korozije je učinkovito suprimiran s ciljem postizanja zaštite.