- Aperçu
- Produits recommandés
Paramètres de base
Couleur gris
Proportion agent principal : agent durcisseur = 25:3
Construction application par pinceau, pulvérisation ou rouleau possible
Le la composition est constituée de résine époxy, poudre de zinc comme matières premières principales,
agent épaississant, chargeant, auxiliaire, solvant et autres.

Caractéristiques du produit
Performance anticorrosive excellente, adhérence forte
Teneur élevée en poudre de zinc dans le film de peinture, avec effet de protection cathodique (après complément du principe de protection cathodique)
Le film épais est soudé à 15-25 µm, et la zone de combustion est petite lors de la découpe par soudage électrique, ce qui n'affecte pas les performances de soudage
Résistance à l'eau, aux huiles et aux solvants excellente
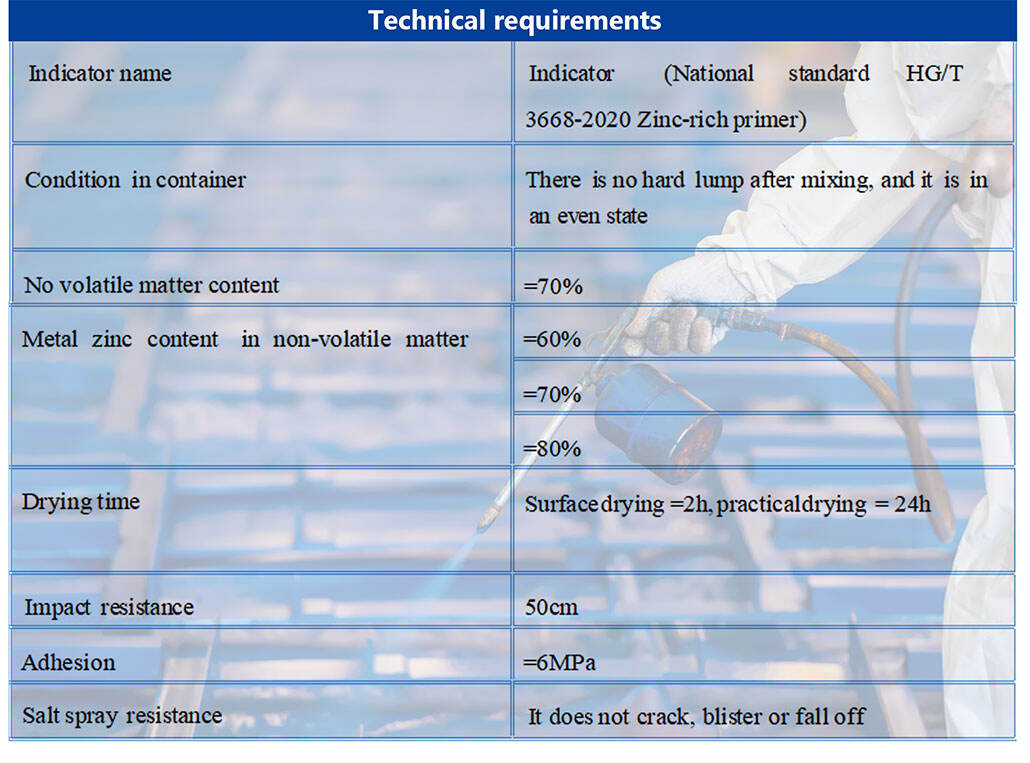
Exigences techniques
Utilisation du produit
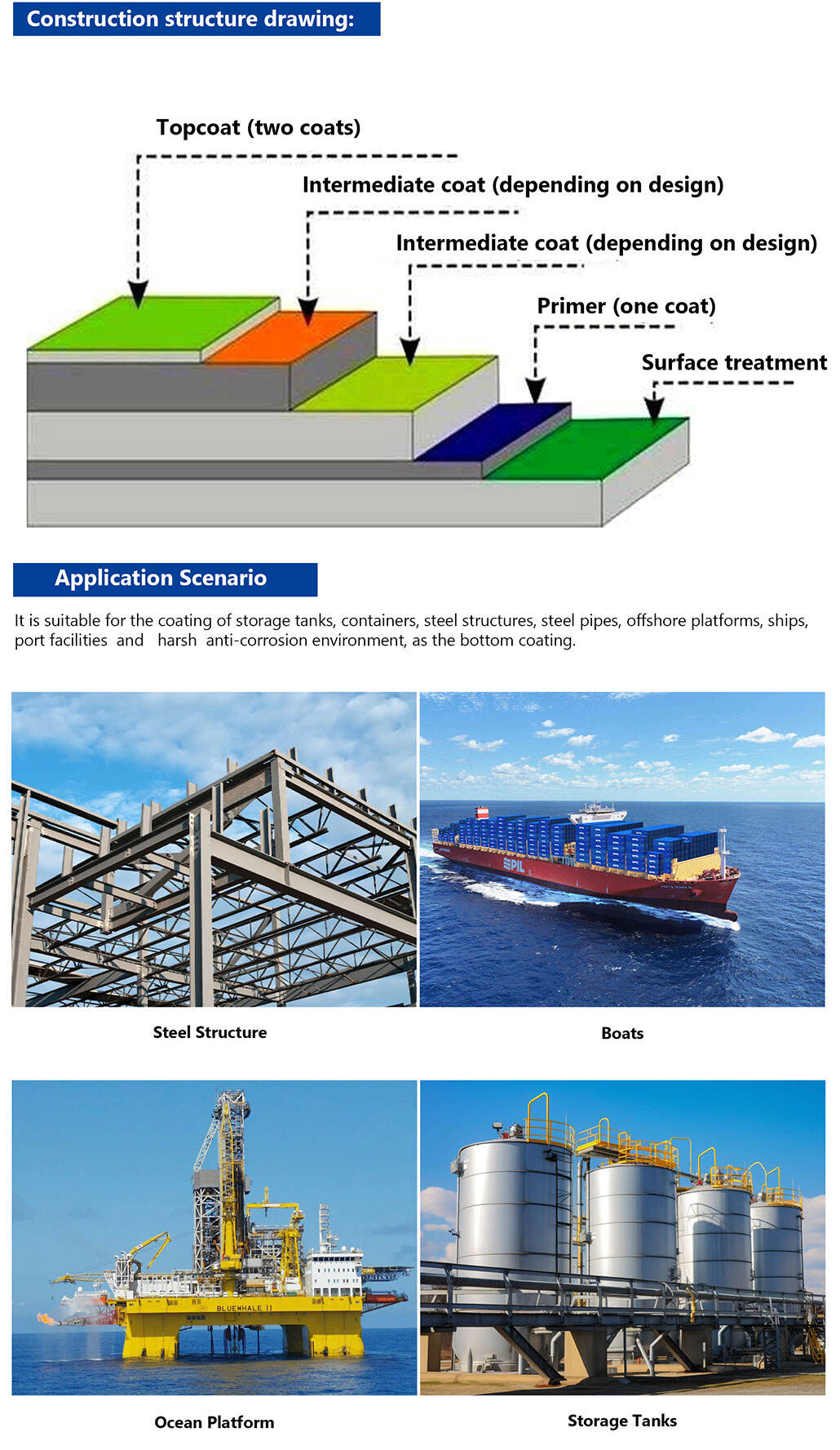
Convient pour le revêtement des réservoirs de stockage, des conteneurs, des structures métalliques, des tuyaux d'acier, des plates-formes offshore, des navires, des installations portuaires et des environnements nécessitant une protection anticorrosive sévère, en tant que revêtement de fond.
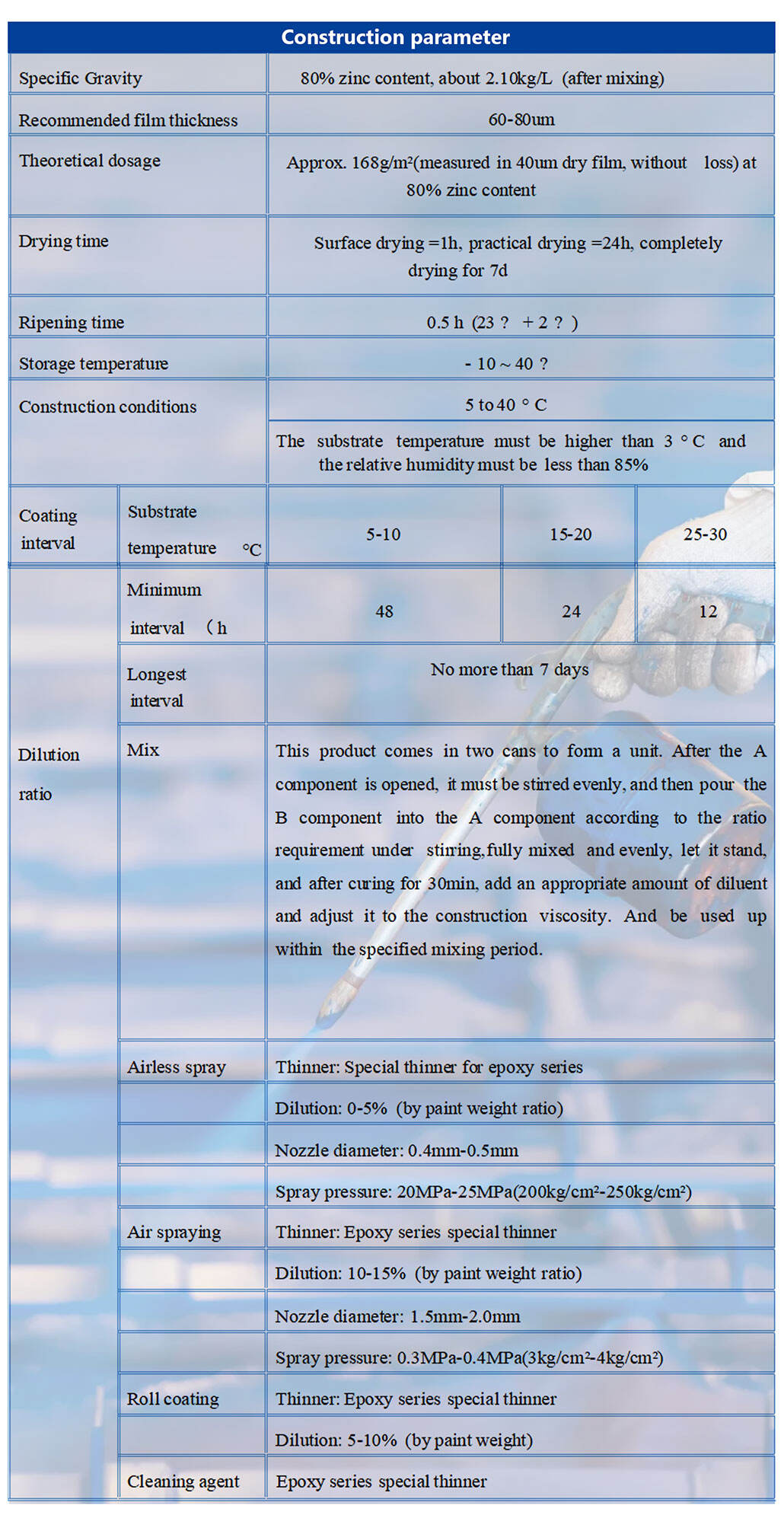
Paramètres de construction
Plan de structure de construction :
Plan de soutien :
Primaire riche en zinc époxy + peinture intermédiaire nuage de fer époxy / peinture intermédiaire époxy à pâte épaisse + finition acrylique polyuréthane / finition polyuréthane / finition polysiloxane / finition fluorocarbone / finition époxy / finition alkyde / finition graphène / finition caoutchouc chloré, etc.
Remarques sur la construction :
Ce produit est comme la plupart des peintures riches en zinc, une exposition prolongée du film de peinture entraînera l'apparition de sels de zinc, il faut le nettoyer soigneusement avant d'appliquer la prochaine couche de peinture, sinon cela affectera l'adhérence entre les couches.
La température du support doit être au moins 3 °C au-dessus du point de rosée, et lorsque la température du support est inférieure à 5 °C, le film de peinture ne se solidifie pas et ne doit pas être appliqué.
Lors des travaux en saison chaude, il est facile que se produise un séchage en spray, pour éviter cela, on peut ajuster jusqu'à ce que le diluant empêche le séchage en spray.
Ce produit doit être utilisé par des opérateurs de peinture professionnels conformément à l'emballage du produit ou aux instructions de ce manuel.
Surface en acier :
Il est nécessaire d'enlever complètement l'huile et la rouille, etc., pour atteindre le standard de dérouillissage Sa2.5, et la rugosité doit atteindre 30um-75um ; en adoptant une méthode de dérouillissage manuel, il faut atteindre le niveau de dérouillissage St3.
Surface en béton :
La surface en béton doit être plane, sèche, sans infiltration d'eau ou de flaques. La base qui a été polluée par des graisses et des produits chimiques peut être lavée avec un détergent, de la soude caustique ou un solvant, et peut également être traitée par cuisson au feu, soufflage de vapeur, etc., mais il ne faut pas endommager la base.
Précautions
Produits doit être stocké dans un endroit frais et ventilé pour éviter la pluie, le soleil direct, éviter les chocs, il est nécessaire d'isoler la source de feu.
Le chantier interdit strictement les feux d'artifice, les peintres doivent porter des lunettes, des gants, des masques, etc., afin d'éviter tout contact cutané et l'inhalation des brumes de peinture.
Tout travail de revêtement et d'utilisation de ce produit doit être effectué conformément aux diverses réglementations et normes nationales en matière de santé, de sécurité et de protection de l'environnement.
En cas de questions concernant l'utilisation de ce produit, veuillez contacter notre service technique.
Informations supplémentaires :
Principes de la protection cathodique
La protection cathodique est une technologie de protection électrochimique principalement utilisée pour prévenir la corrosion des structures métalliques dans des environnements électrolytiques. Le principe de base consiste à transformer la surface métallique protégée en un cathode en appliquant un courant imposé ou en utilisant une anode sacrificielle, ce qui inhibe ainsi le processus de corrosion.
Le principe de base de la protection cathodique est que, en appliquant un courant imposé à la surface de la structure métallique protégée, elle devient une cathode, ce qui inhibe la migration des électrons due à la corrosion du métal et évite ou réduit l'occurrence de la corrosion.
Plus précisément, la protection cathodique est réalisée grâce aux étapes suivantes :
★ Courant imposé : En appliquant une alimentation électrique continue externe, la surface métallique devient une cathode. Cela peut se faire de deux manières : la méthode de l'anode sacrificielle et la méthode du courant imposé.
★ Méthode de l'anode sacrificielle : Un métal actif (comme le magnésium ou l'aluminium), ayant un ordre électrochimique inférieur au métal protégé, est utilisé comme anode et connecté au métal protégé. Ces matériaux d'anode corroderont en priorité, protégeant ainsi le métal protégé.
★ Méthode d'impression par courant : Un courant est appliqué au métal protégé via une source externe d'alimentation (comme un potentiostat) pour en faire une cathode. Cette méthode convient aux grandes structures, telles que les pipelines à longue distance et les plates-formes offshore.
★ Polarisation cathodique : Lorsque le métal protégé devient une cathode, une polarisation cathodique se produit, c'est-à-dire que le potentiel du métal subit un décalage négatif. Ce changement de potentiel inhibe la réaction d'anodisation du métal, réduisant ainsi ou empêchant la corrosion.
★ Élimination de l'inhomogénéité électrochimique : lorsque le potentiel du métal est négatif à une certaine valeur de potentiel, l'inhomogénéité électrochimique de la surface métallique est éliminée, et le processus de dissolution cathodique de la corrosion est efficacement réprimé pour atteindre l'objectif de protection.