- Resumen
- Productos Recomendados
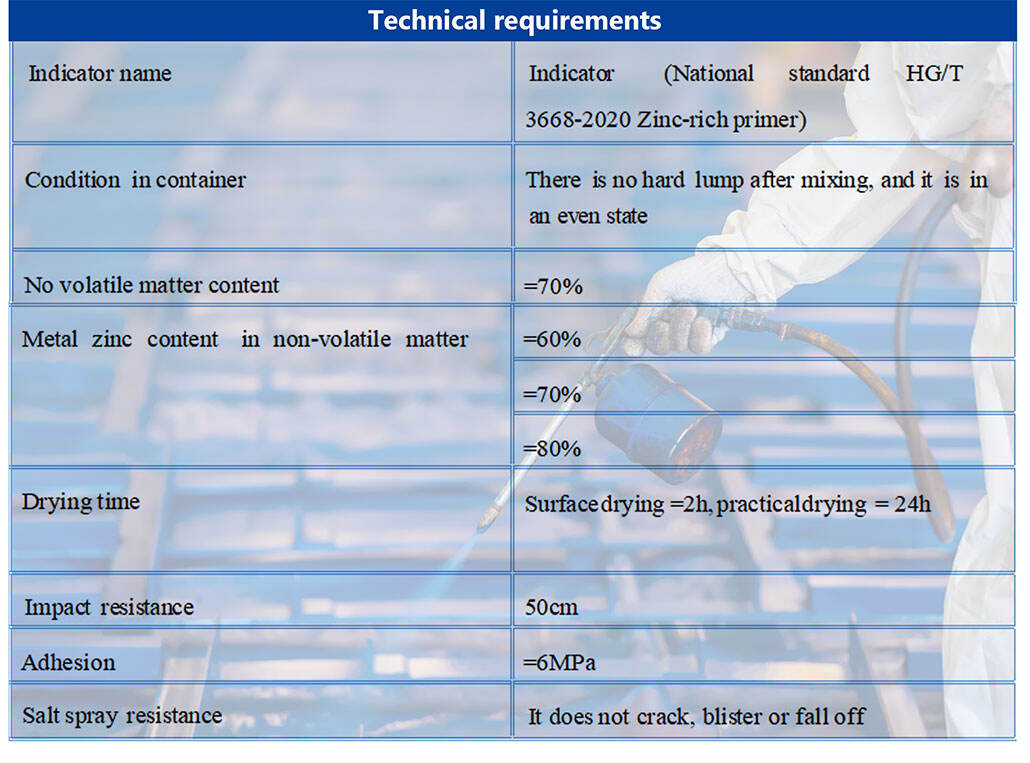
Parámetros básicos
Color gris
Proporción agente principal: Agente curativo = 25:3
Construcción puede aplicarse con pincel, pulverización o rodillo
El la composición está compuesta de resina epoxi, polvo de zinc como los principales materiales originales,
agente espesante, relleno, auxiliar, solvente y otros.

Características del producto
Excelente rendimiento anticorrosivo, adhesión fuerte
Alto contenido de polvo de zinc en la película de pintura, con efecto de protección catódica (después del principio de protección catódica complementario)
La película gruesa se solda a 15-25um, y el área de quemaduras es pequeña al cortar con soldadura eléctrica, lo que no afecta el rendimiento de la soldadura
Excelente resistencia al agua, a los aceites y a los disolventes
Requisitos Técnicos
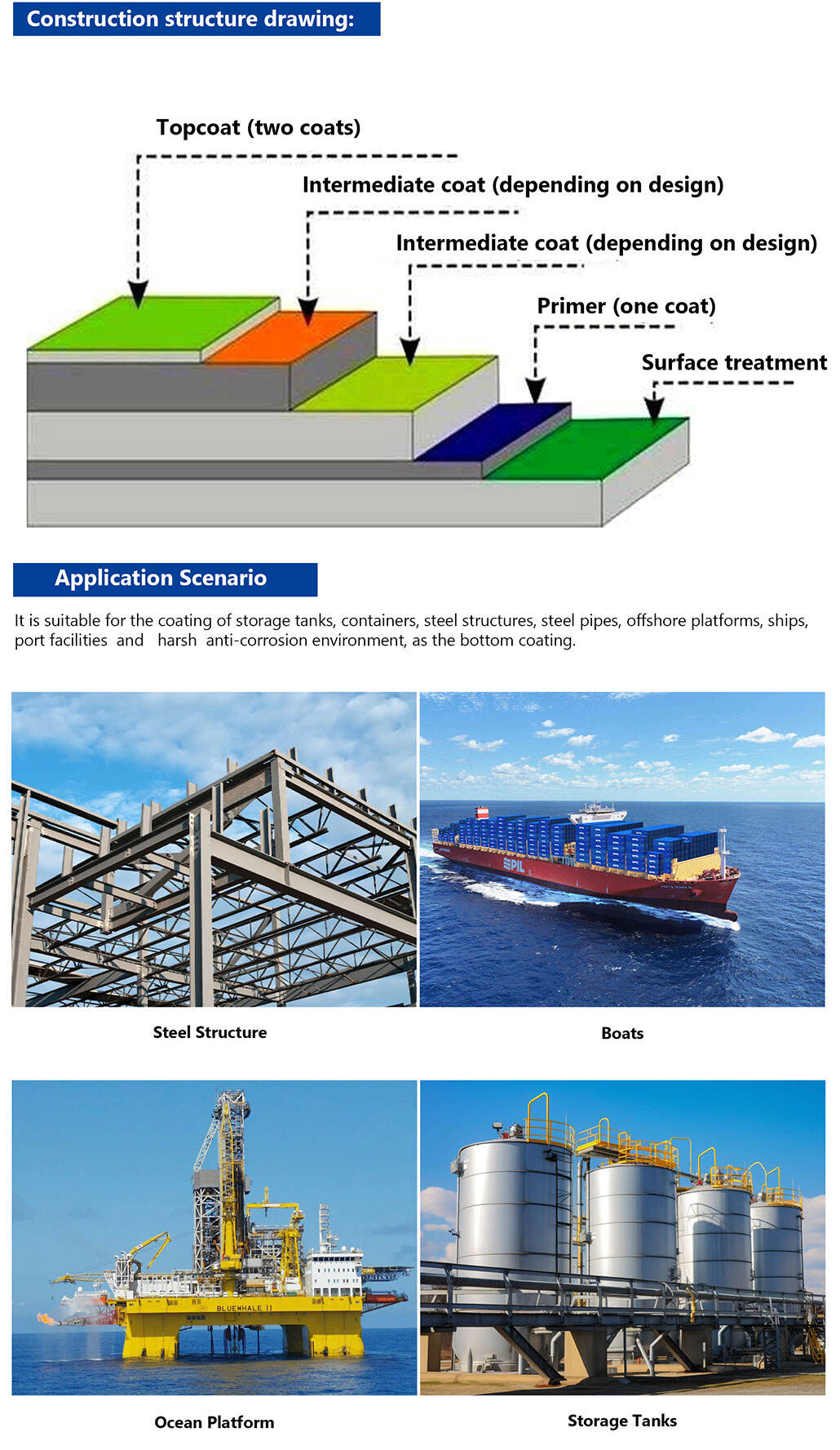
Uso del producto
Es adecuado para el revestimiento de tanques de almacenamiento, contenedores, estructuras metálicas, tuberías de acero, plataformas marítimas, buques, instalaciones portuarias y entornos de corrosión severa, como revestimiento inferior.
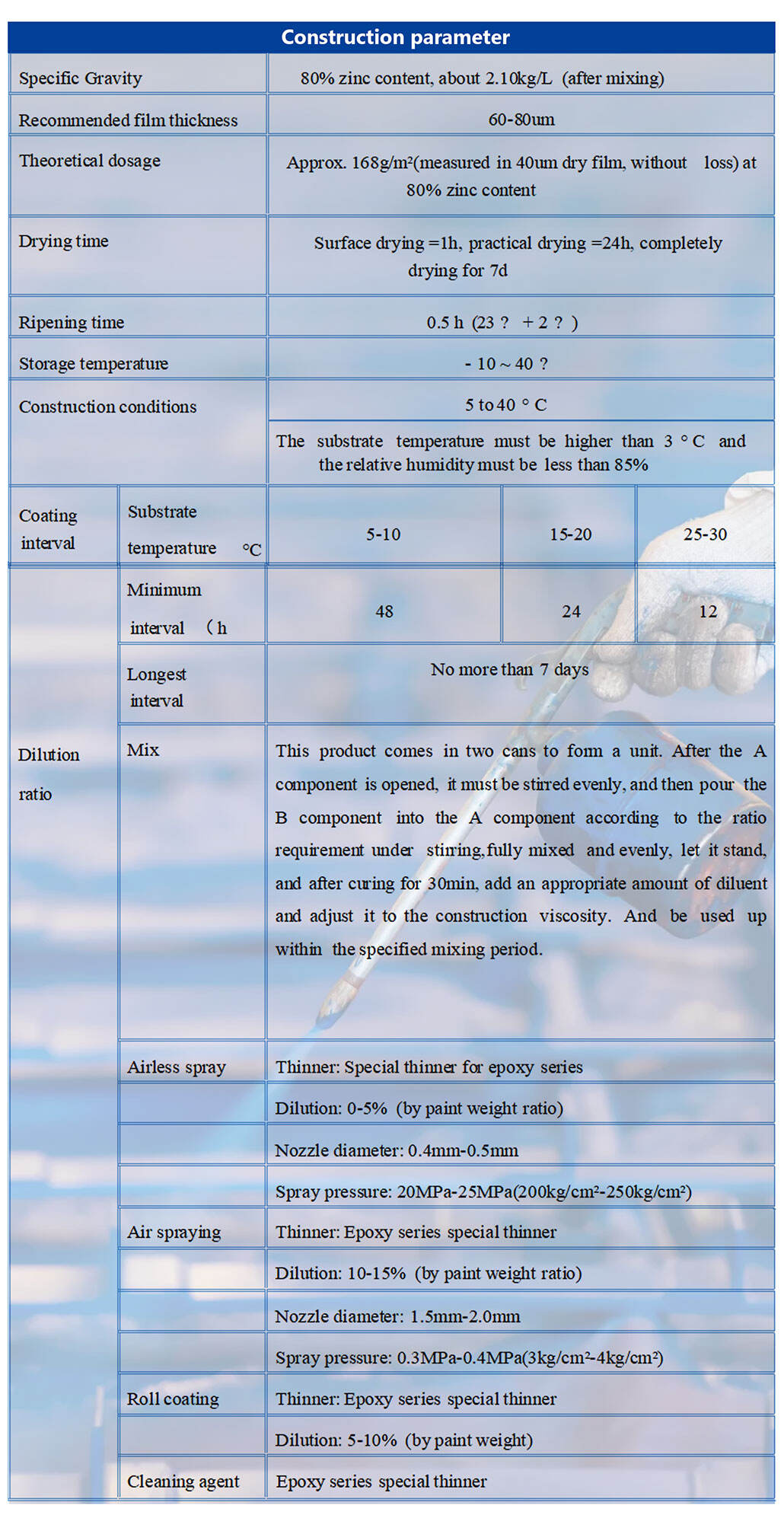
Parámetros de construcción
Dibujo de estructura de construcción:
Plan de acompañamiento:
Primer rico en zinc epoxi + pintura intermedia de hierro nuboso epoxi / pintura intermedia gruesa epoxi + acabado de poliuretano acrílico / acabado de poliuretano / acabado de polisiloxano / acabado de fluorocarbono / acabado epoxi / acabado alquídico / acabado de grafeno / acabado de caucho clorado, etc
Notas de construcción:
Este producto, al igual que la mayoría de los pinturas ricas en zinc, con una exposición a largo plazo de la película de pintura aparecerán sales de zinc, debe limpiarse彻底 antes de aplicar la siguiente pintura, de lo contrario afectará la adherencia entre capas.
La temperatura del sustrato debe estar por encima de 3 °C sobre el punto de rocío, y cuando la temperatura del sustrato está por debajo de 5 °C, la película de pintura no se cura y no debe construirse.
En la construcción en temporada de altas temperaturas, es fácil que ocurra la pulverización seca, para evitar la pulverización seca se puede ajustar hasta el diluyente adecuado.
Este producto debe ser utilizado por operadores profesionales de pintura de acuerdo con la empaquetadura del producto o las instrucciones de este manual.
Superficie de acero:
Es necesario eliminar completamente el aceite y la óxido, etc., para alcanzar el estándar de eliminación de óxido Sa2.5, y la rugosidad alcance 30um-75um; Al adoptar el método de eliminación manual de óxido, es necesario alcanzar el nivel de eliminación de óxido St3.
Superficie de concreto:
La superficie de hormigón debe ser plana, seca, sin filtraciones ni agua flotante. La base que haya sido contaminada por grasa y productos químicos puede lavarse con detergente, sosa o solvente, y también puede tratarse mediante hornear al fuego, soplar vapor, etc., pero no debe dañar la base.
Precauciones
PRODUCTOS debe almacenarse en un lugar fresco y ventilado para evitar la lluvia, el sol directo, evitar colisiones y es necesario aislar la fuente de fuego.
El lugar de construcción prohíbe estrictamente el uso de fuegos artificiales, los pintores deben usar gafas, guantes, máscaras, etc., para evitar el contacto con la piel e inhalación del vapor de pintura.
Todo el trabajo de aplicación y uso de este producto debe realizarse de acuerdo con las diversas normativas y estándares nacionales sobre salud, seguridad y protección ambiental.
Si tiene alguna pregunta sobre el uso de este producto, comuníquese con nuestro departamento de servicio técnico.
Adicional:
Principios de la protección cátodica
La protección catódica es una tecnología de protección electroquímica utilizada principalmente para prevenir la corrosión de estructuras metálicas en entornos electrolíticos. El principio básico es transformar la superficie metálica protegida en un cátodo aplicando una corriente impresa o utilizando un ánodo sacrificado, inhibiendo así el proceso de corrosión.
El principio básico de la protección catódica es que al aplicar una corriente impresa a la superficie de la estructura metálica protegida, esta se convierte en un cátodo, lo que inhibe la migración de electrones causada por la corrosión del metal y evita o reduce la ocurrencia de la corrosión.
Específicamente, la protección catódica se logra a través de los siguientes pasos:
★ Corriente impresa: Al aplicar una fuente de alimentación eléctrica DC externa, la superficie metálica se convierte en un cátodo. Esto se puede hacer de dos maneras: el método de ánodo sacrificado y el método de corriente impresa.
★ Método de ánodo sacrificado: Se utiliza un metal activo (como magnesio o aluminio) con un orden electroquímico inferior al del metal protegido como ánodo, el cual se conecta al metal protegido. Estos materiales anódicos corroerán preferentemente, protegiendo así al metal protegido.
★ Método de impresión de corriente: Se aplica corriente al metal protegido a través de una fuente de poder externa (como un potenciómetro) para convertirlo en un cátodo. Este método es adecuado para estructuras grandes, como pipelines a larga distancia y plataformas marítimas.
★ Polarización del cátodo: Cuando el metal protegido se convierte en un cátodo, ocurrirá polarización del cátodo, es decir, el potencial del metal se desplaza hacia valores negativos. Este cambio de potencial inhibirá la reacción de anodizado del metal, reduciendo o previniendo así la corrosión.
★ Eliminación de la inhomogeneidad electroquímica: cuando el potencial del metal se vuelve negativo hasta cierto valor de potencial, se elimina la inhomogeneidad electroquímica de la superficie metálica, y el proceso de disolución catódica de la corrosión es efectivamente suprimido para lograr el propósito de protección.