- Tổng quan
- Sản phẩm được đề xuất
Thông số cơ bản
Màu sắc Xám
Tỷ lệ pha trộn chất chính: Chất làm cứng =25:3
Cấu trúc có thể sơn cọ, phun sơn, hoặc sơn lăn
Chiếc thành phần được tạo nên từ hợp chất epoxy, bột kẽm là nguyên liệu chính,
chất làm đặc, chất độn, phụ gia, dung môi và các thành phần khác.

Đặc điểm của sản phẩm
Hiệu suất chống ăn mòn tuyệt vời, khả năng bám dính mạnh
Nội dung bột kẽm cao trong lớp sơn, có tác dụng bảo vệ cathodic (sau khi bổ sung nguyên lý bảo vệ cathodic)
Phim dày được hàn ở 15-25um, và diện tích cháy nhỏ khi cắt hàn điện, không ảnh hưởng đến hiệu suất hàn
Khả năng kháng nước, kháng dầu và kháng dung môi tuyệt vời
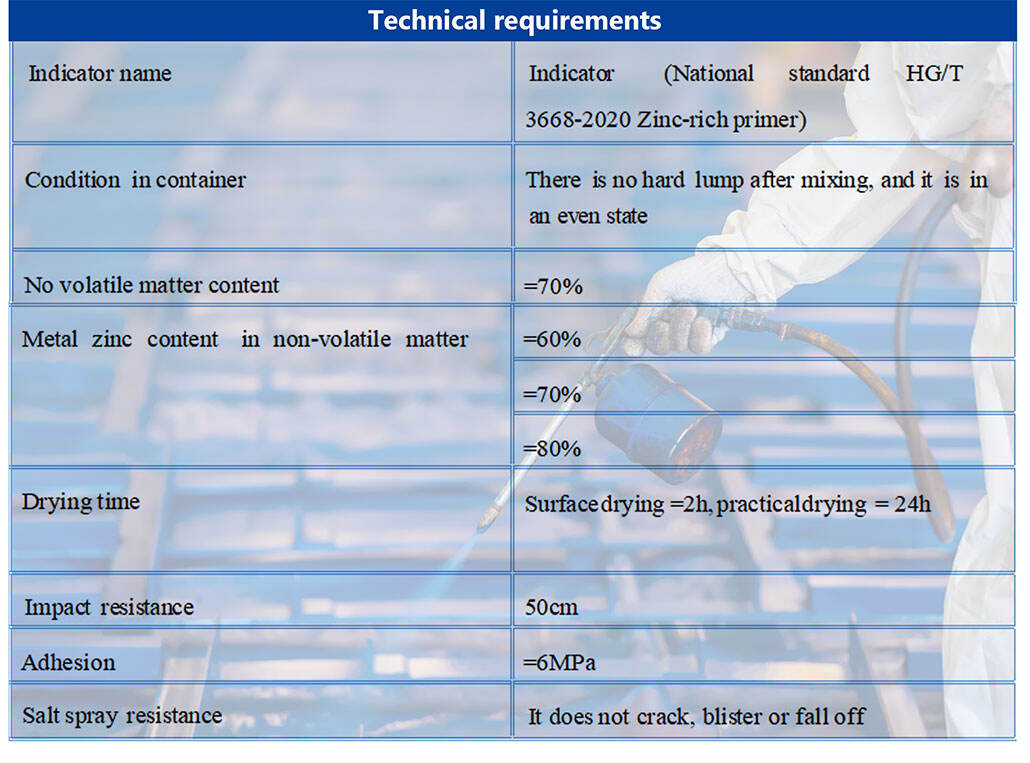
Yêu cầu kỹ thuật
Sử dụng sản phẩm
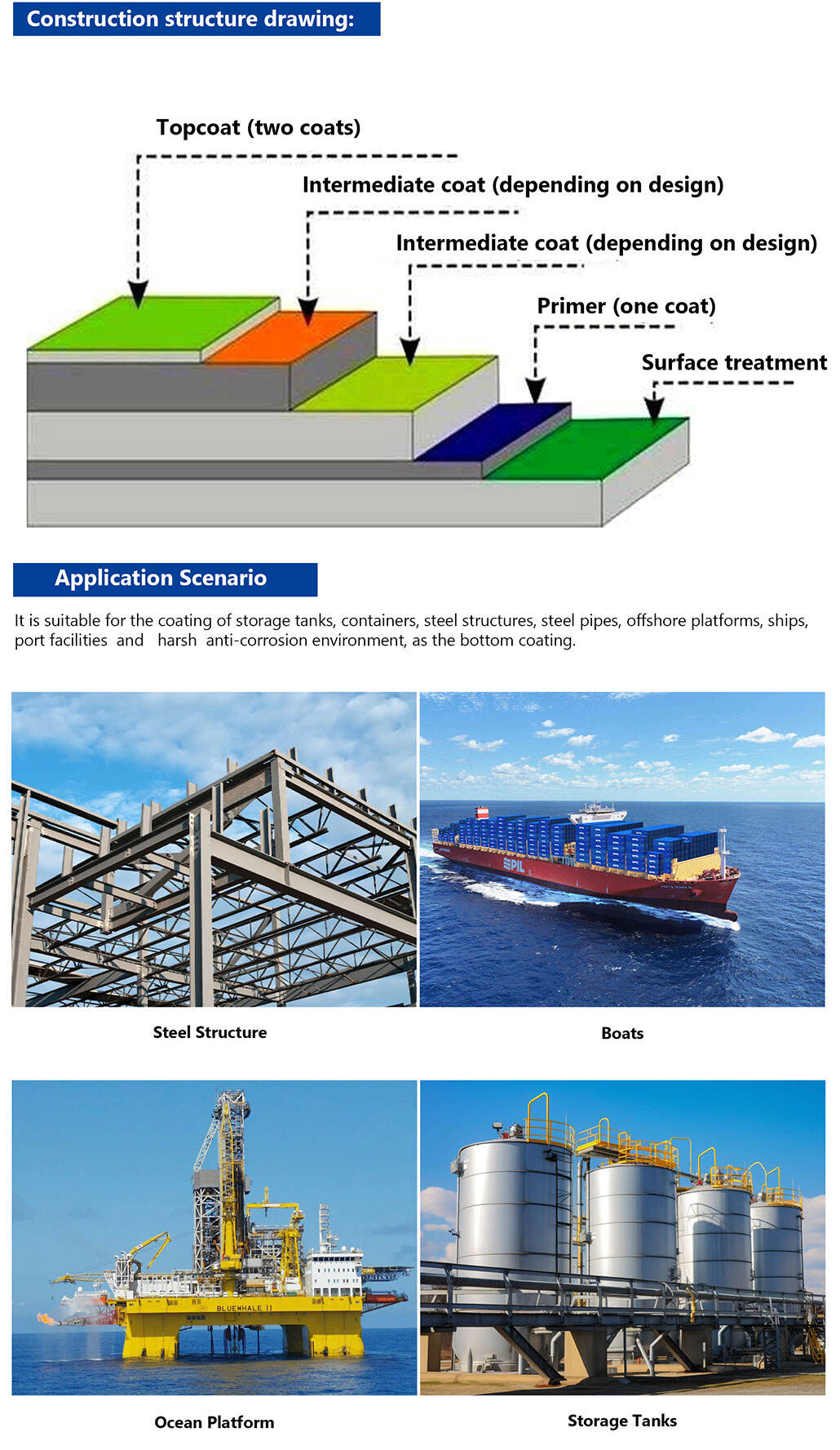
Phù hợp cho việc sơn các bồn chứa, container, kết cấu thép, ống thép, giàn khoan ngoài khơi, tàu biển, cơ sở cảng và môi trường chống ăn mòn khắc nghiệt, làm lớp sơn lót.
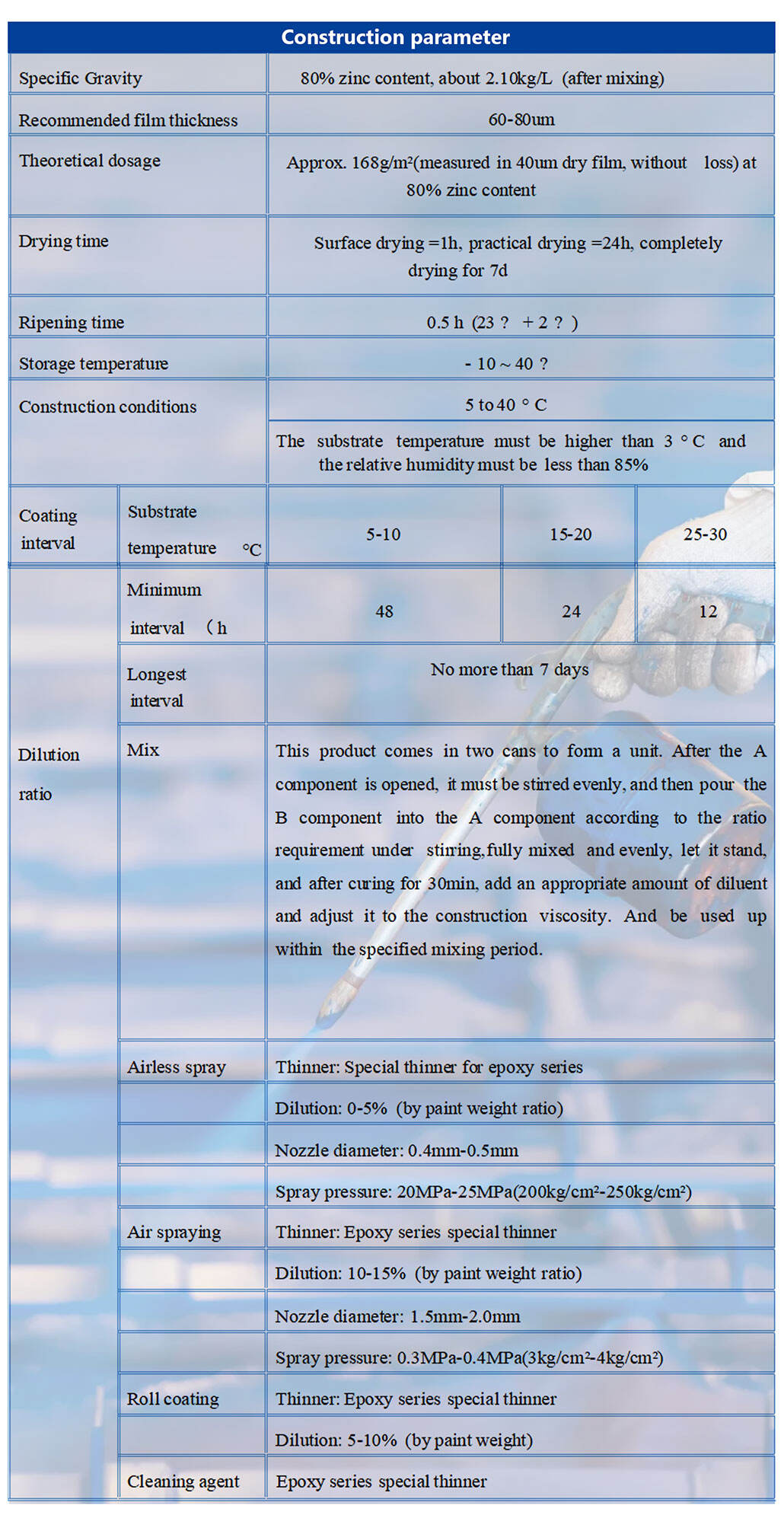
Tham số xây dựng
Bản vẽ cấu trúc xây dựng:
Phương án hỗ trợ:
Sơn lót giàu epoxy kẽm + sơn trung gian epoxy mây sắt/sơn trung gian epoxy dày + sơn hoàn thiện acrylic polyurethane/sơn hoàn thiện polyurethane/sơn hoàn thiện polysiloxane/sơn hoàn thiện fluorocarbon/sơn hoàn thiện epoxy/sơn hoàn thiện alkyd/sơn hoàn thiện graphene/sơn hoàn thiện cao su clo hóa, v.v.
Lưu ý khi thi công:
Sản phẩm này giống như hầu hết các loại sơn giàu kẽm, khi tiếp xúc lâu dài với màng sơn sẽ xuất hiện muối kẽm, phải làm sạch kỹ trước khi áp dụng lớp sơn tiếp theo, nếu không sẽ ảnh hưởng đến độ bám dính giữa các lớp.
Nhiệt độ của vật liệu nền phải cao hơn 3 °C so với điểm sương, và khi nhiệt độ của vật liệu nền dưới 5 °C, màng sơn không được cure và không nên thi công.
Trong mùa nóng thi công, dễ xảy ra hiện tượng khô phun, để tránh khô phun có thể điều chỉnh bằng cách thêm dung môi loãng cho đến khi đạt hiệu quả.
Sản phẩm này nên được sử dụng bởi các thợ sơn chuyên nghiệp theo hướng dẫn trên bao bì sản phẩm hoặc trong tài liệu hướng dẫn này.
Bề mặt thép:
Cần phải loại bỏ hoàn toàn dầu và rỉ sét, v.v., đạt tiêu chuẩn làm sạch rỉ Sa2.5, và độ nhám đạt 30um-75um; Sử dụng phương pháp làm sạch rỉ thủ công, cần đạt tiêu chuẩn làm sạch rỉ St3.
Bề mặt bê tông:
Bề mặt bê tông cần phẳng, khô, không có nước rò rỉ hoặc nổi. Cơ sở bị ô nhiễm bởi dầu mỡ và hóa chất có thể được rửa bằng chất tẩy rửa, kiềm hoặc dung môi, cũng có thể xử lý bằng cách nướng lửa, thổi hơi nước, v.v., nhưng tuyệt đối không được làm hỏng cơ sở.
Lưu ý
Sản Phẩm cần được lưu trữ ở nơi mát mẻ và thông gió, tránh mưa, ánh nắng trực tiếp, tránh va chạm, cần cách ly nguồn lửa.
Hiện trường thi công nghiêm cấm đốt lửa, người sơn nên đeo kính, găng tay, khẩu trang, v.v., để tránh tiếp xúc da và hít phải sương sơn.
Toàn bộ công việc sơn và sử dụng sản phẩm này phải được thực hiện theo các quy định và tiêu chuẩn liên quan đến vệ sinh, an toàn và bảo vệ môi trường quốc gia.
Nếu có bất kỳ câu hỏi nào về việc sử dụng sản phẩm này, xin vui lòng liên hệ với bộ phận dịch vụ kỹ thuật của chúng tôi.
Thông tin bổ sung:
Nguyên lý bảo vệ cathodic
Bảo vệ cathodic là một công nghệ bảo vệ điện hóa chủ yếu được sử dụng để ngăn ngừa sự ăn mòn của các cấu trúc kim loại trong môi trường điện phân. Nguyên tắc cơ bản là biến bề mặt kim loại được bảo vệ thành một cathode bằng cách áp dụng một dòng điện ấn tượng hoặc sử dụng anode hy sinh, từ đó ức chế quá trình ăn mòn.
Nguyên lý cơ bản của bảo vệ cathodic là bằng cách áp dụng dòng điện ấn tượng lên bề mặt cấu trúc kim loại được bảo vệ, nó trở thành một cathode, do đó ức chế sự di chuyển của electron trong quá trình ăn mòn kim loại và tránh hoặc làm yếu đi sự xuất hiện của ăn mòn.
Cụ thể, bảo vệ cathodic đạt được thông qua các bước sau đây:
★ Dòng điện ấn tượng: Bằng cách áp dụng nguồn điện một chiều (DC) bên ngoài, bề mặt kim loại trở thành cathode. Điều này có thể thực hiện theo hai cách: phương pháp anode hy sinh và phương pháp dòng điện ấn tượng.
★ Phương pháp anode hy sinh: Sử dụng một kim loại hoạt động (như magiê hoặc nhôm) có thứ tự điện hóa thấp hơn so với kim loại được bảo vệ làm anode, và kết nối nó với kim loại được bảo vệ. Các vật liệu anode này sẽ bị ăn mòn trước, từ đó bảo vệ kim loại được bảo vệ.
★ Phương pháp ấn tượng dòng điện: Dòng điện được áp dụng cho kim loại được bảo vệ thông qua một nguồn điện ngoài (chẳng hạn như máy điều chỉnh điện thế) để biến nó thành cathode. Phương pháp này phù hợp cho các cấu trúc lớn, chẳng hạn như đường ống dài và giàn khoan ngoài khơi.
★ Cực hóa cathode: Khi kim loại được bảo vệ trở thành cathode, cực hóa cathode sẽ xảy ra, nghĩa là điện thế của kim loại bị dịch chuyển về phía âm. Sự thay đổi điện thế này sẽ ức chế phản ứng oxi hóa của kim loại, từ đó giảm hoặc ngăn ngừa sự ăn mòn.
★ Loại bỏ sự không đồng nhất điện hóa: khi điện thế của kim loại đạt đến một giá trị điện thế âm nhất định, sự không đồng nhất điện hóa trên bề mặt kim loại bị loại bỏ và quá trình hòa tan cathodic của sự ăn mòn được ức chế hiệu quả để đạt được mục đích bảo vệ.