- огляд
- Рекомендовані продукти
Основні параметри
Колір Сірий
Відношення головного компонента: Захисний агент = 25:3
Конструкція можна наносити штукатуркою, опрыскиванням, котушковим нанесенням
Цей склад складається з эпоксидна смола, цинковий порошок як основні сировинні матеріали,
загущувач, заповнювач, додатки, розчинник тощо.

Характеристики продукту
Відмінна корозійна стійкість, сильне прилипання
Висока вміст цинкового порошку у фарбовому шарі, з ефектом катодної захисту (після принципу катодного захисту доповнення)
Товста фільма сплавляється при 15-25 мкм, і під час електросварювання розрізання площа горіння мала, що не впливає на сварювальні властивості
Відмінна водостійкість, маслостійкість та розчинникостійкість
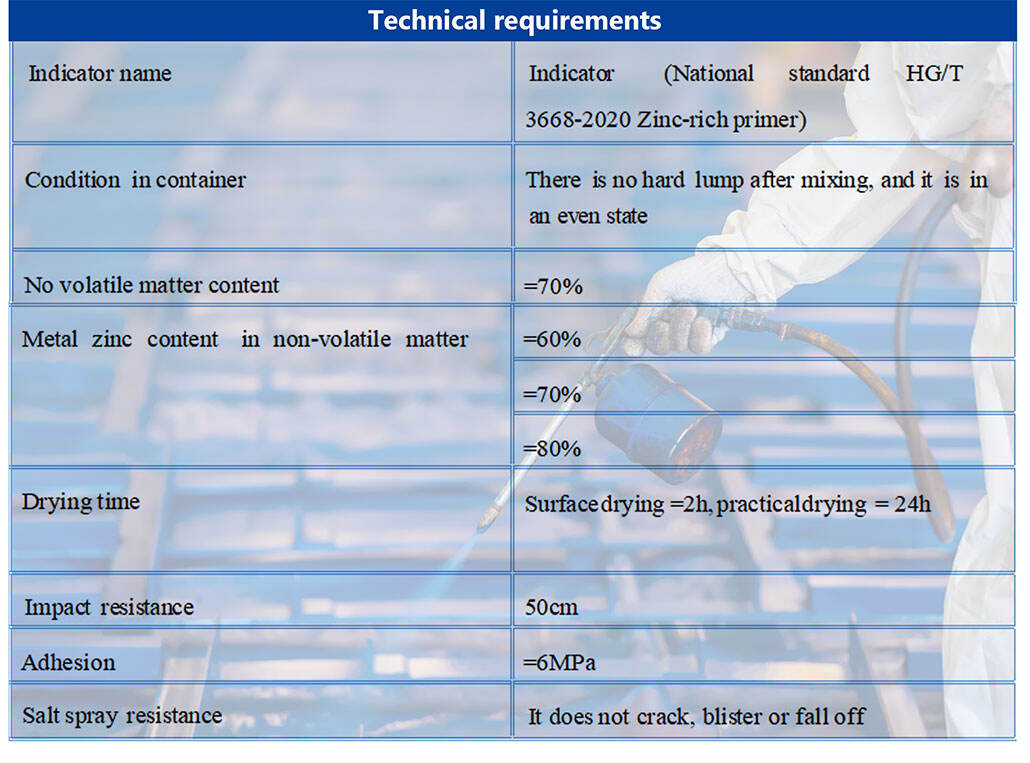
Технічні вимоги
Використання продукції
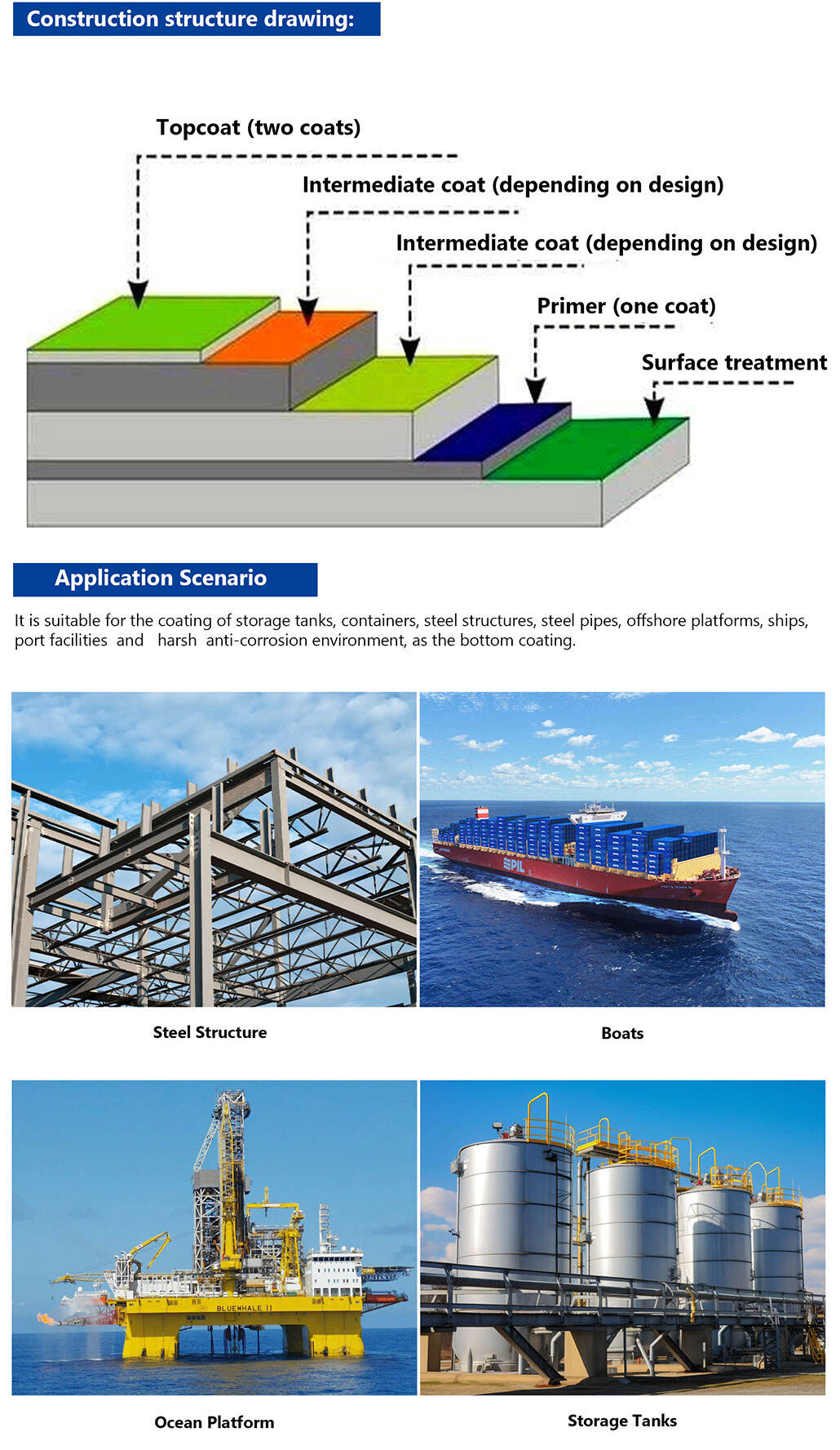
Призначено для оциновування резервуарів, контейнерів, металевих конструкцій, труб, платформ офшорних, суден, портових установок та середовищ з гострою корозійною обстановкою, як донього оцинкування.
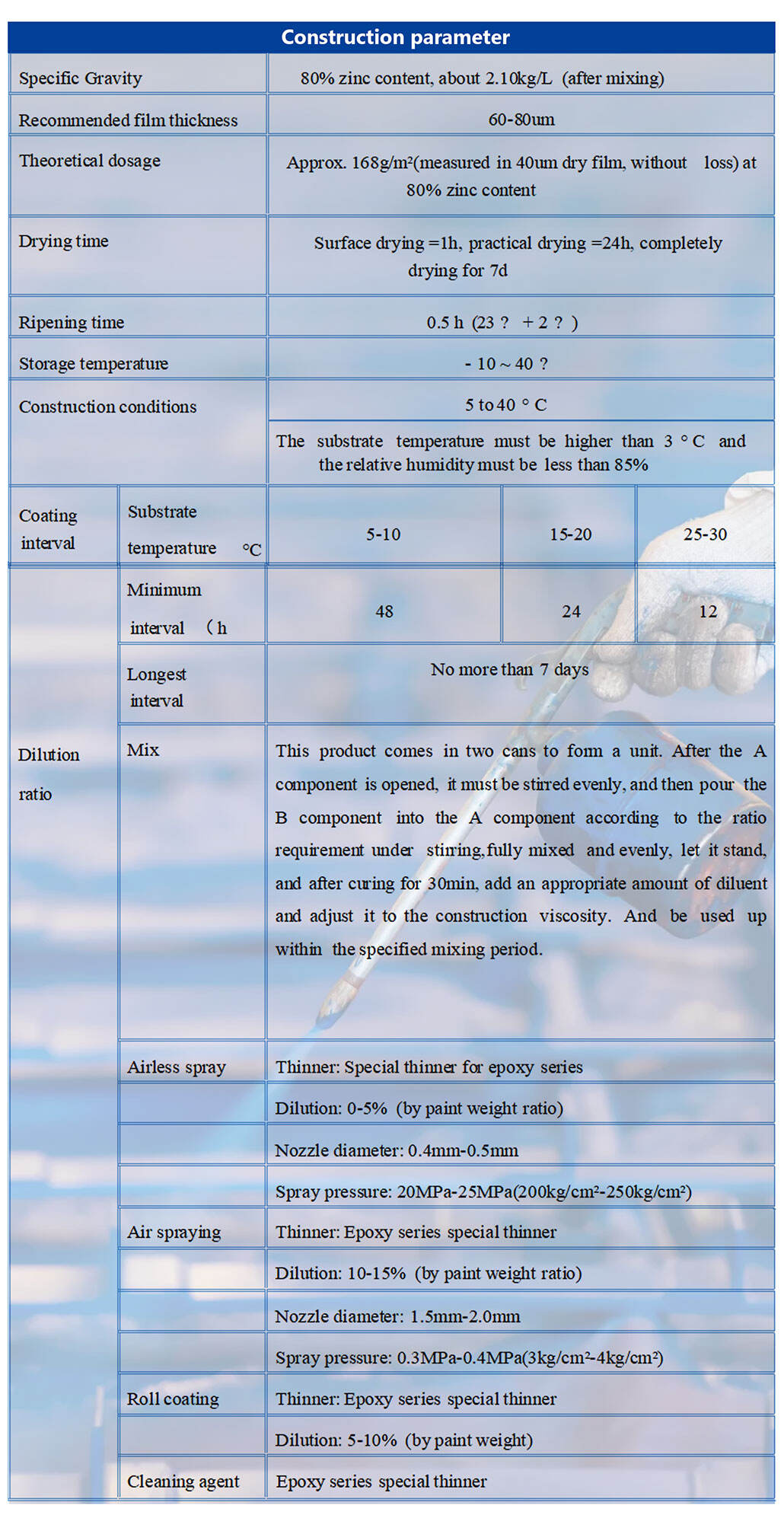
Параметри застосування
Чертеж конструкції застосування:
Підтримувальна схема:
Епоксидний цинковий підлога + епоксидна хмарна жалезна середня фарба / епоксидна товста паста середня фарба + акриловий поліуретановий верхній покриття / поліуретановий верхній покриття / полісилоксановий верхній покриття / фторкарбоновий верхній покриття / епоксидний верхній покриття / алкидовий верхній покриття / графеновий верхній покриття / хлороване резинове верхній покриття, тощо
Зауваження щодо будівництва:
Цей продукт, як і більшість цинкових фарб, при тривалому використанні на поверхні фільму з'являються цинкові солі, тому перед нанесенням наступної фарби її необхідно тщательно очистити, інакше це може вплинути на адгезію між шарами.
Температура підложки повинна бути мінimum на 3 °C вище точки роси, а коли температура підложки нижча за 5 °C, фарбовий шар не висушується і його не слід наносити.
При будівництві у сезон високих температур легко можуть виникнути проблеми 'сухого' опреску, щоб уникнути цього, можна скоригувати додаванням розбавлювача до стану, коли опреск перестає виникати.
Цей продукт слід використовувати професійним операторам-малярям за інструкцією на упаковці продукту або в цьому посібнику.
Стальні поверхні:
Необхідно тщесно видалити олію та ржавчину тощо, щоб досягти стандарту видалення ржавчини Sa2.5, а шершавість досягає 30мкм-75мкм; Застосовувати ручний метод видалення ржавчини, необхідно досягти рівня якості видалення ржавчини St3.
Бетонна поверхня:
Бетонна поверхня повинна бути рівною, сухою, без витоку та води. База, яка була забруднена жиром і хімічними речовинами, може бути промита дезinfектором, каустичним натриєм або розчинником, також її можна обробити за допомогою пікрення вогнем, парової фумігації тощо, але базу не слід пошкоджувати.
Осторожність
Продукти мають зберігатися в прохолодному та провітрюваному місці, щоб захищати від дощу, прямих сонячних променів, уникати зіткнень, необхідно ізольовувати від джерел вогню.
На будівельній площині строго забороняється використання піротехніки, маляри повинні носити окуляри, рукавиці, маски тощо, щоб уникнути контакту з шкірою та вдихання фарбового туману.
Усе роботи з нанесення покриття та використання цього продукту повинні виконуватися відповідно до різних національних правил гігієни, безпеки та охорони довкілля.
Якщо виникнуть будь-які питання щодо використання цього продукту, будь ласка, зверніться до нашого відділу технічного обслуговування.
Додатково:
Принципи катодної захисти
Катодна захиста - це електрохімічна технологія, яка головним чином використовується для запобігання корозії металевих конструкцій у електролітних середовищах. Основний принцип полягає в перетворенні захищеного металевого поверху в катод шляхом застосування вимушеної потужності або використання жертвенного анода, що спричиняє гамування процесу корозії.
Основний принцип катодної захисту полягає в тому, що за допомогою налаштованого струму на поверхні захищеної металевої конструкції вона стає катодом, щоб зупинити міграцію електронів при корозійному розсипанні метала та уникнути або зменшити виникнення корозії.
Конкретно, катодна захиста досягається за допомогою наступних кроків:
★ Налаштований струм: За допомогою зовнішнього ДC джерела струму поверхня метала стає катодом. Це можна зробити двома способами: методом жертвенного анода та методом налаштованого струму.
★ Метод жертвенного анода: Використовується активний метал (наприклад, магній або алюміній), який має нижчий електрохімічний порядок, ніж захищений метал. Анод під'єднується до захищеного металу. Ці матеріали аноду будуть корозійно знищуватися першими, захищаючи при цьому захищений метал.
★ Імпресійний потенціалний метод: Поток присвоюється захищному металу через зовнішній джерело енергії (наприклад, потенціостат) для того, щоб зробити його катодом. Цей метод підходить для великих конструкцій, таких як траси довгих трубопроводів та морські платформи.
★ Катодна поляризація: Коли захищений метал стає катодом, виникає катодна поляризація, тобто потенціал металу зсувається у від'ємну сторону. Ця зміна потенціалу спричиняє гамання анодної реакції металу, таким чином зменшуючи або запобігаючи корозії.
★ Вилучення електрохімічної неоднорідності: коли потенціал метала стає від'ємним до певного значення потенціалу, електрохімічна неоднорідність поверхні метала вилучається, і процес катодного розчинення корозії ефективно гамується для досягнення мети захисту.