- pregled
- Preporučeni proizvodi
Osnovni parametri
Boja Siva
Omjer glavnog sastojka: Tvrđač = 25:3
Konstrukcija može se primeniti štampanjem, spremanjem ili valčićem
The sastav je sastavljen od epoxy rezina, cinkov prah kao glavni sirovina,
debeljača, ispunjavača, pomoćnih sredstava, razreživa i tako dalje.

Карактеристике производа
Odlična protuproračna performans, jak vezivanje
Visok sadržaj cinkovog praša u boji, sa katodnim zaštitnim efektom (nakon principa katodne zaštite dopune)
Debljina filma je spajana na 15-25um, a pri elksijskom svarivanju se malo gori, što ne utiče na performanse svarivanja
Odlična vodootpornost, oljeotpornost i rastvoriteljotpornost
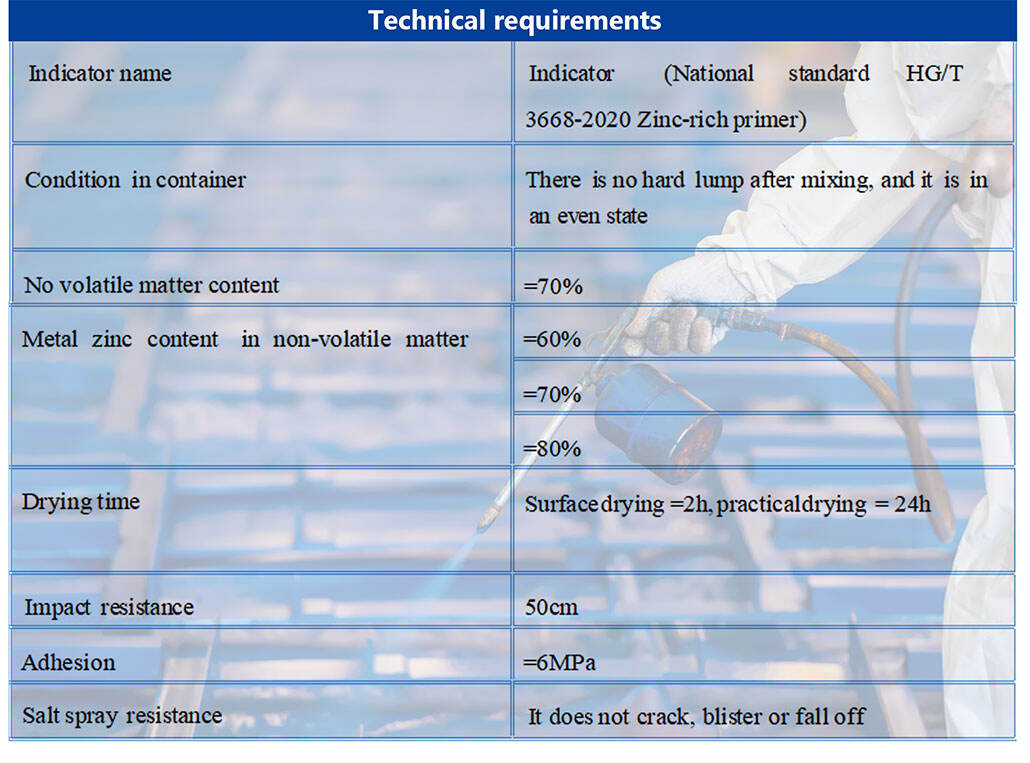
Tehnički zahtevi
Korišćenje proizvoda
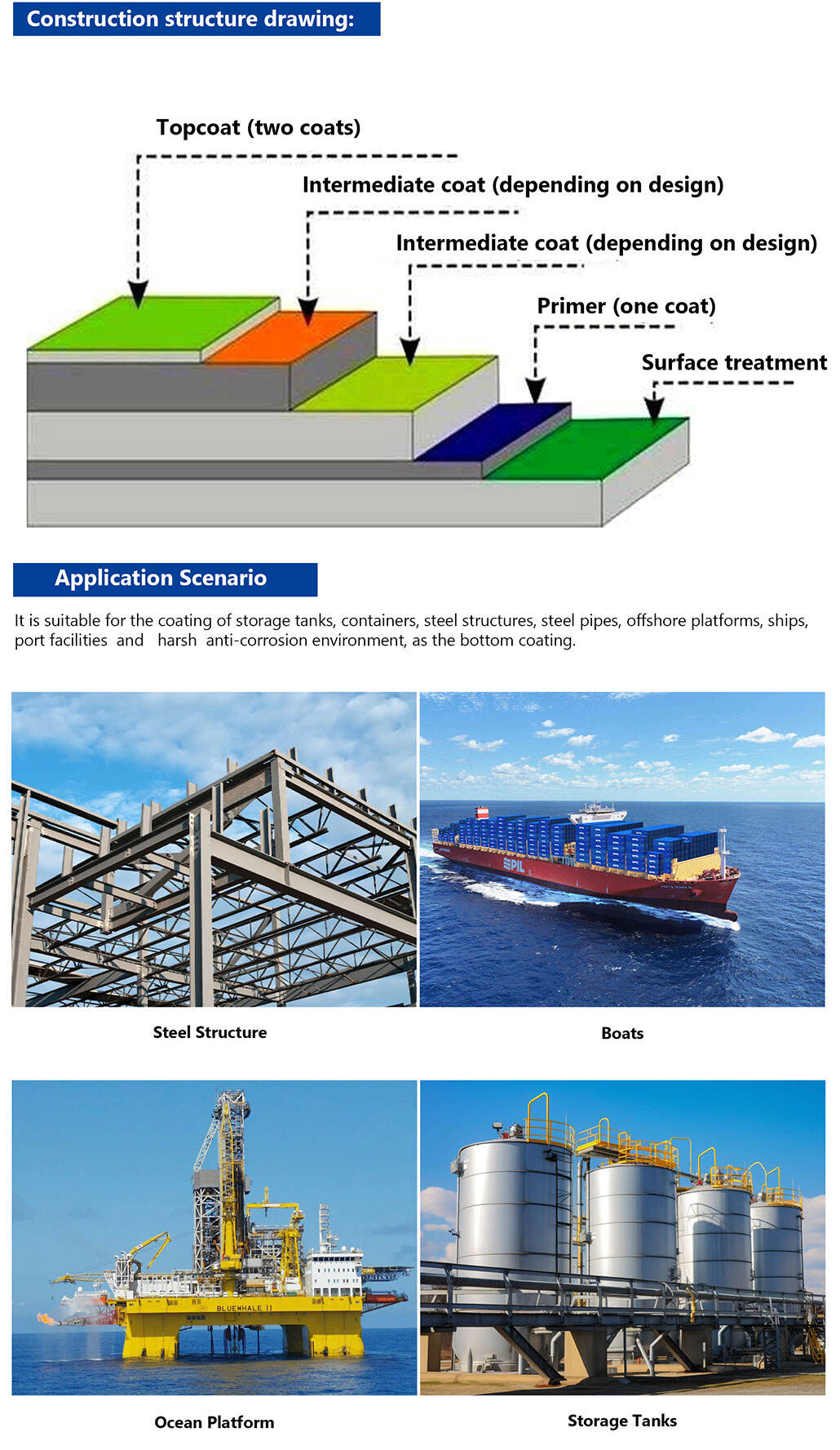
Prikladno za obložavanje čuvara, posuda, ocele strukture, cevi, morskih platformi, brodova, luka i za okruženje sa teškim protuproračnim zahtevima, kao dno slojevi.
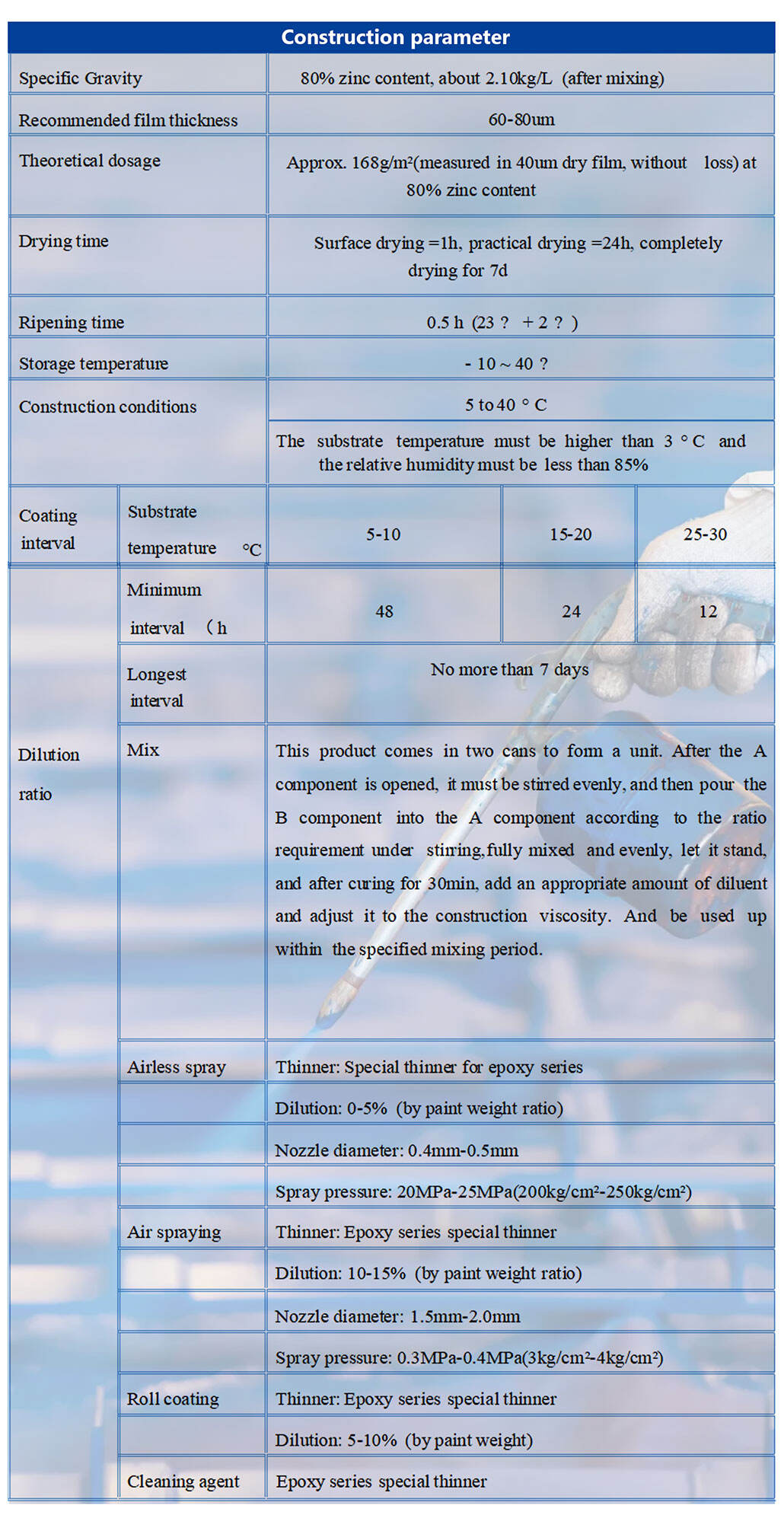
Parametri gradnje
Crtež građevinske strukture:
Podržani plan:
Epoxy cinkovni primjer + epoxy oblak željeza međusloj / epoxy deblji međusloj + akrilika poliuretan gotovo / poliuretan gotovo / polisiliksan gotovo / fluor ugljik gotovo / epoxy gotovo / alkyd gotovo / grafen gotovo / hlorinirano kaučuk gotovo, itd
Napomena za izgradnju:
Ovaj proizvod, kao i većina boja bogatih cinkom, nakon dugog vremena izlaganja film boje će pojaviti cinksale, mora se savršeno očistiti pre nego što se primeni sledeća boja, u suprotnom će to uticati na lepljenje između slojeva.
Temperatura podloga mora biti za 3 °C iznad tačke rosa, a kada je temperatura podloge ispod 5 °C, film boje se ne zarađuje i ne treba graditi.
U konstrukciji u visokotemperaturskoj sezoni, lako može doći do suhega prašenja, da bi se izbeglo suvo prašenje, može se prilagoditi diluent do suvog prašenja.
Ovaj proizvod treba da koristi profesionalni operator za malovanje prema uputstvu na ambalaži proizvoda ili uputstima u ovom priručniku.
Čelikovna površina:
Potrebno je savršeno ukloniti masnu i ržu, itd., da bi se postigla standardna razina uklanjanja rže Sa2.5, a roughness (nepravilnosti površine) dostigne 30um-75um; Primenjuje se ručna metoda uklanjanja rže, potrebno je postići nivo uklanjanja rže St3 nivo.
Betonska površina:
Betonska površina treba da bude ravna, suva, bez protekanja i vode. Osnova koja je zagađena mašnim uljima i hemikalijama može se otopiti sa myvacom, juhovinom ili solventom, a takođe se može obraditi pečenjem, parenom itd., ali ne sme štetiti osnovi.
Prepazljivosti
Proizvodi treba čuvati u hladnom i ventilisanom mestu kako bi se izbeglo kiša, direktno sunce, izbjegavati sudare, potrebno je izolovati izvor vatre.
Na izgradnji je strogo zabranjeno pušenje i rad sa vatrom, malovači trebaju da nose naočale, rukavice, masku itd., da bi se izbeglo dodir s kinjom i udisanje maste.
Sve radove po namazivanju i korišćenju ovog proizvoda mora se izvršiti u skladu sa različitim relevantnim nacionalnim propisima i standardima o zdravstvenoj zaštiti, bezbednosti i zaštiti životinjskog sredina.
Ukoliko imate bilo kakva pitanja o korišćenju ovog proizvoda, molimo da kontaktirate naš odjel za tehničku podršku.
Dodatno:
Principi katodne zaštite
Katodna zaštita je elektrohemikalna tehnologija koja se glavno koristi za sprečavanje korozije metalnih struktura u elektrolitskim sredinama. Osnovni princip je da se zaštićena metalna površina transformiše u katodu primenom primljene struje ili korišćenjem žrtvene anode, time se čine uslovi za sprečavanje procesa korozije.
Osnovni princip katodne zaštite je da se primenom utisnutog struja na površinu zaštićene metalne strukture ona postaje katoda, što inhibira elektronsku migraciju prilikom metalne korozije i izbegava ili oslabljava pojavu korozije.
Specifično, katodna zaštita postiže se kroz sledeće korake:
★ Utisnuta struja: Primenom spoljne DC struje, površina metala postaje katoda. Ovo se može uraditi na dva načina: metodom žrtvenih anoda i metodom utisnute struje.
★ Metod žrtvenih anoda: Koristi se aktivni metal (poput magnezija ili aluminijuma) sa nižim elektrokemijskim redosledom od zaštićenog metala kao anoda, koja se povezuje sa zaštićenim metalom. Ovi materijali anode će privremeno korodirati, štedeći tako zaštićeni metal.
★ Impresivna metoda trenutka: Trenutak se primenjuje na zaštićeni metal preko vanjskog izvora snage (poput potencijostata) kako bi se pretvorio u katodu. Ova metoda je odgovarajuća za velike strukture, kao što su dugačke cijevi i platforme na otvorenom moru.
★ Katodna polarizacija: Kada postane zaštićeni metal katoda, doći će do katodne polarizacije, tj. negativnog pomjeranja potencijala metala. Ova promena potencijala će sprečiti anodnu reakciju metala, time smanjujući ili sprečavajući koroziju.
★ Uklanjanje elektrohimskih nehomogenosti: kada potencijal metala postane negativan do određene vrednosti potencijala, elektrohimski nehomogenost metalne površi se uklanja, a proces katodnog raspada korozije je učinkovito suširenjen kako bi se ostvarila zaštita.