- خلاصه
- محصولات پیشنهادی
پارامترهای پایه
رنگ خاکستری
نسبت ترکیب عامل اصلی: عامل التیام = ۲۵:۳
ساخت و ساز میتواند با استفاده از روشهای پوشش با فرش، سپری و رولر انجام شود
این ساختار ترکیبی از رزین اپوکسی، پودر روی به عنوان مواد اولیه اصلی،
نمککننده، پرکننده، کمکوکار، محلولکننده و غیره.

ویژگی های محصول
عملکرد ضد زنگ زدگی برجسته، چسبندگی قوی
محتوای بالا پودر روی در فیلم کات، با اثر محافظت کاتودی (پس از تکمیل اصل محافظت کاتودی)
فیلم ضخیم در هنگام گلفت بر روی سطح ۱۵-۲۵ میکرون جوش داده میشود و منطقه سوزش کوچکی در هنگام برش جوش الکتریکی دارد که عملکرد جوش دادن را تحت تأثیر قرار نمیدهد
مقاومت عالی در برابر آب، روغن و محلولکننده
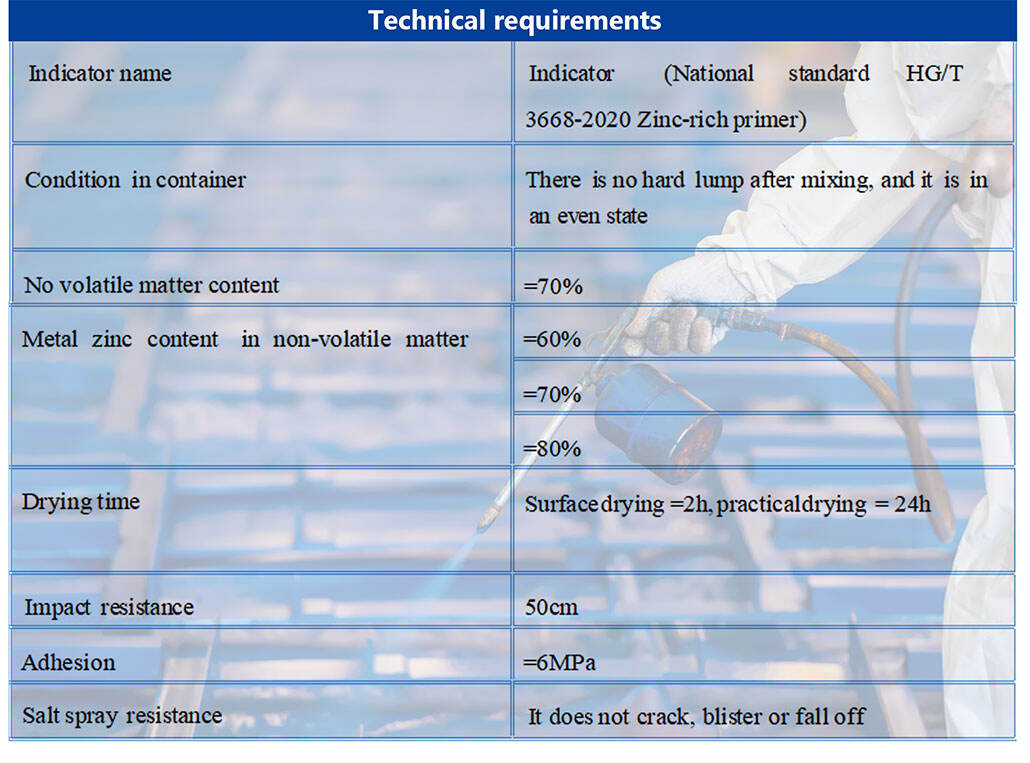
شرایط فنی
استفاده از محصول
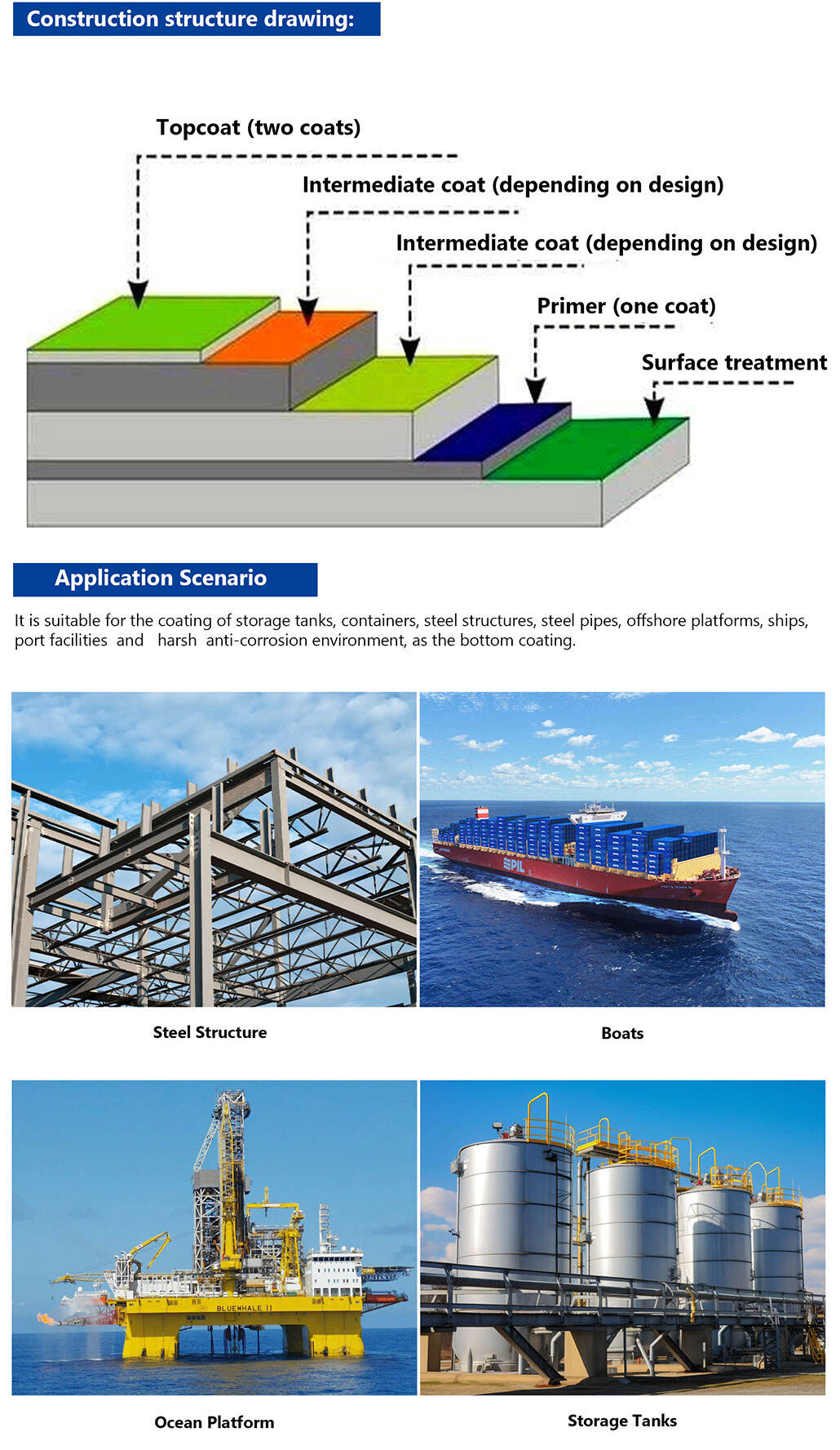
مناسب برای پوشش ذخیره خانهها، ظرفها، سازههای فولادی، لولههای فولادی،-platformهای دریایی، کشتیها، تسهیلات بندر و محیط ضد زنگ زدگی سخت، به عنوان پوشش پایه.
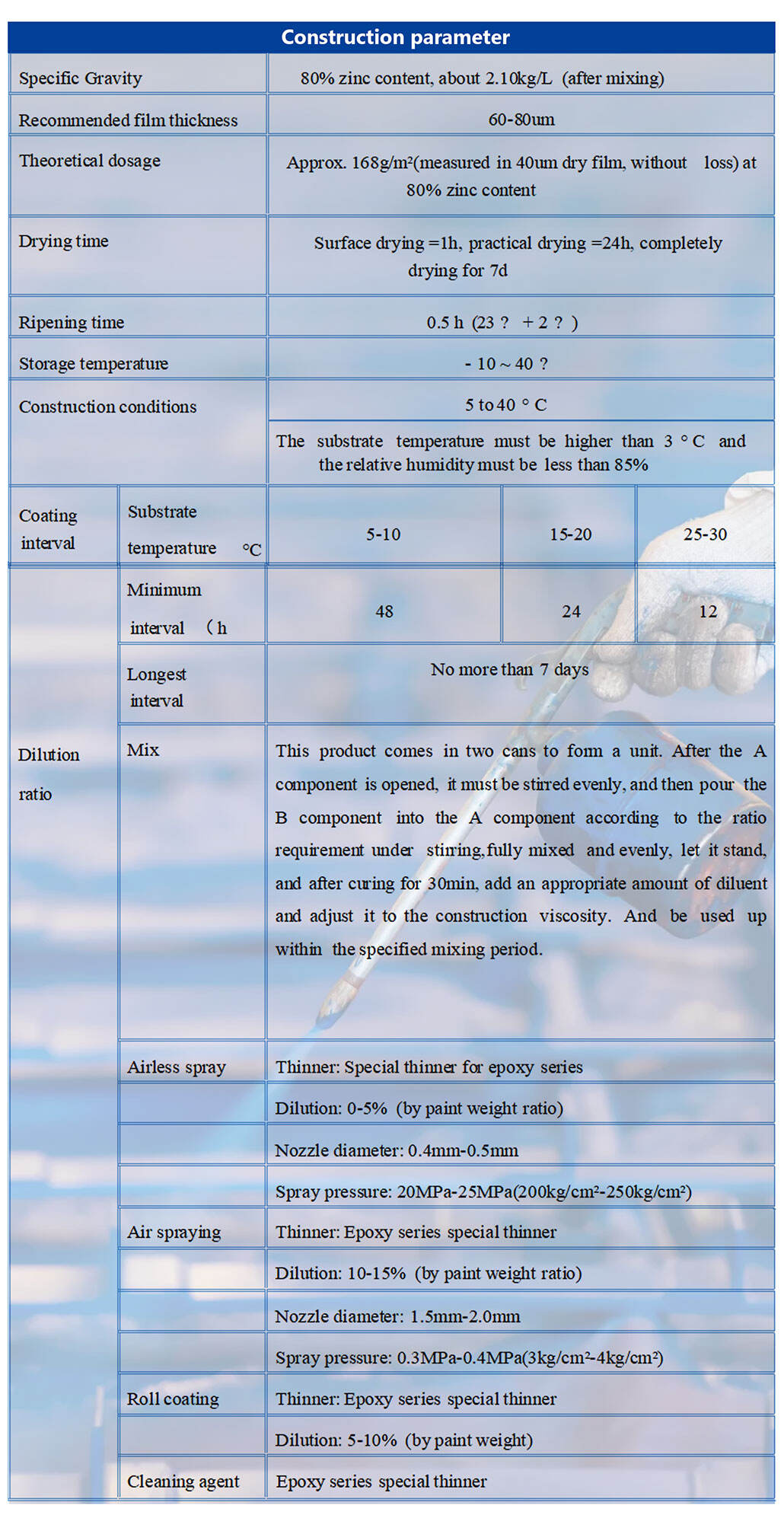
پارامترهای ساخت
نمودار ساختار ساخت:
طرح پشتیبان:
پایه غنی اپوکسی روی + طبقه میانی اپوکسی ابریسم فلزی/طبقه میانی اپوکسی ضخیم + پوشش نهایی اكریلیک پولییورتان/پوشش نهایی پولییورتان/پوشش نهایی پلیسیلوکسان/پوشش نهایی فلورکربن/پوشش نهایی اپوکسی/پوشش نهایی آلکید/پوشش نهایی گرافن/پوشش نهایی روی گوشت شده، و غیره
نکات ساخت:
این محصول مانند بیشتر پوستههای غنی از روی، با مدت زمان طولانی در تماس با فیلم پوسته، ظاهر روی سلیم خواهد شد که باید قبل از اعمال پوسته بعدی به طور کامل تمیز شود، در غیر این صورت چسبندگی بین لایهها تأثیر خواهد گرفت.
دمای زیربنای باید حداقل 3 درجه سانتیگراد بالاتر از نقطه شبنم باشد و هنگامی که دما زیر 5 درجه سانتیگراد است، فیلم پوسته جامد نخواهد شد و نباید ساخته شود.
در فصل دماهای بالا، احتمال رخ دادن اسپری خشک وجود دارد؛ برای جلوگیری از این موضوع میتوان آن را تا محلولکننده اسپری خشک تنظیم کرد.
این محصول باید توسط عملیات کارشناسان پوستهبرداری بر اساس بستهبندی محصول یا دستورالعملهای موجود در این راهنمای استفاده شود.
سطح فولاد:
لازم است روی برداشتن روغن و خرد و غیره به طور کامل عمل کنید تا استاندارد برداشتن خرد Sa2.5 را دستیابی کنید و درجه سختی به 30 میکرون تا 75 میکرون برسد؛ از روش دستی برای برداشتن خرد استفاده کنید، که باید به سطح استاندارد برداشتن خرد St3 برسد.
سطح بتن:
سطح بتن باید صاف، خشک، بدون شستگی شناور و آب باشد. پایهای که توسط چربی و مواد شیمیایی آلوده شده است میتواند با شامپو، سدیم هیدروکسید یا محلول شسته شود و همچنین میتواند با روشهایی مانند جوشاندن با آتش، فışکردن بخار و غیره درمان شود، اما باید پایه آسیب نبیند.
احتیاطات
محصولات باید در جای خنک و هواگرد نگهداری شود تا از باران، آفتاب مستقیم، جلوگیری کند و برخورد را اجتناب کنید، نیاز است منبع آتش عزل شود.
در محل ساخت و ساز، استفاده از فوئل و شعلهزنی به شدت ممنوع است، نقاشان باید چشمآلات، دستکشها، ماسکها و غیره را بهکار ببرند تا از تماس پوستی و ورود میزبان طناب جلوگیری کنند.
تمام کارهای مربوط به پوشش و استفاده از این محصول باید طبق تمام مقررات و استانداردهای مربوط به بهداشت، ایمنی و حفاظت محیط زیست ملی انجام شود.
اگر هرگونه سوالی درباره استفاده از این محصول دارید، لطفاً با بخش خدمات فنی ما تماس بگیرید.
اضافه:
اصول محافظت کاتدی
محافظت کاتودی یک فناوری محافظت الکتروشیمیایی است که عمدتاً برای جلوگیری از خوردگی سازههای فلزی در محیطهای الکترولیتی استفاده میشود. اصل پایه آن این است که سطح فلز محافظتشده را به کاتد تبدیل میکند توسط اعمال جریان قرار داده شده یا استفاده از آنود قربانی، بدین ترتیب فرآیند خوردگی متوقف میشود.
اصل پایهای حفاظت کاتودی این است که با اعمال جریان القاءشده به سطح سازه فلزی محافظتشده، آن به کاتد تبدیل میشود، بنابراین جابجایی الکترون ناشی از فرسودگی فلز مسدود میشود و رخ دادن یا تضعیف فرسودگی جلوگیری میشود.
به طور خاص، حفاظت کاتودی از طریق مراحل زیر به دست میآید:
★ جریان القاءشده: با استفاده از منبع قدرت DC خارجی، سطح فلزی به کاتد تبدیل میشود. این کار میتواند به دو روش انجام شود: روش آنود قربانی و روش جریان القاءشده.
★ روش آنود قربانی: فلز فعال (مانند مغنز یا آلومینیوم) که درجه الکترودینامیکی کمتری نسبت به فلز محافظتشده دارد به عنوان آنود استفاده میشود و به فلز محافظتشده متصل میشود. این مواد آنود به صورت اولویتی فرسوده میشوند و در نتیجه فلز محافظتشده را محافظت میکنند.
★ روش جریان قوی: جریان به فلز محافظت شده از طریق یک منبع توان خارجی (مانند پتانسیومتر) اعمال میشود تا آن را به کاتد تبدیل کند. این روش برای ساختارهای بزرگ، مانند لولههای طولانی فاصله و PLATFORM های دریایی مناسب است.
★ قطبیدگی کاتدی: وقتی فلز محافظت شده به کاتد تبدیل میشود، قطبیدگی کاتدی رخ میدهد، یعنی پتانسیل فلز به سمت منفی حرکت میکند. این تغییر پتانسیل واکنش آنودی فلز را مهار میکند و در نتیجه از زنگ زدن یا جلوگیری از آن جلوگیری میکند.
★ حذف ناهمگونی الکتروشیمیایی: هنگامی که پتانسیل فلز به مقداری منفی به یک مقدار پتانسیل خاص برسد، ناهمگونی الکتروشیمیایی سطح فلز حذف میشود و فرآیند حل شدن کاتودی خوردگی به طور مؤثر مهار میشود تا هدف محافظت دستیاب شود. به دست آید.